Welding heating pipes is the main way to assemble household and industrial communications. Connections of this type do not require any maintenance, like glued or threaded, but are subject to constant thermal and mechanical stress. Based on this, you need to carefully select tools, materials and carefully observe the technology of welding. Violation of the rules for joining the metal leads to the appearance of cracks and the development of corrosion. If you plan to perform this procedure with your own hands, you should understand what methods are used to weld the heating, as well as with professional techniques to achieve a high-quality and durable result.
Tool kit and equipment

Welding electric heating pipes starts with the preparatory phase:
- Preparation of the master. It is necessary to properly equip the workplace, ensure that safety measures are followed, and if necessary, re-read the instructions for handling equipment and materials. To weld the pipes with electric welding, protective devices will be required. These include a special fireproof suit (pants, jacket, hat with livery), a mask, shoes and leggings. It is necessary to take care of good ventilation.
- Preparation of tools and materials. Attention should be paid to every little thing, as the convenience of work and the quality of the final result depend on this.
To weld the heating, you need such tools and appliances:
- welding machine with a spare holder;
- grinder with cutting and grinding discs;
- metal brush;
- sandpaper of different grains;
- hammer;
- stock of electrodes;
- vise;
- clamps;
- steel or asbestos-cement sheets to protect the walls from drops of metal and soot;
- tarpaulin to cover the floor.
Before welding pipes by electric welding, it is necessary to check the conformity of cables, sockets and automatic devices in the shield to the indicators of the prepared apparatus. They must be powerful enough to withstand the heavy load that even household equipment creates.
Plastic Pipe Welding Technology

Polypropylene gradually displaces steel, since at a relatively low cost it has a number of positive characteristics. Plastic pipelines are designed for high pressure, are lightweight, smooth inner walls and excellent appearance. But the pipeline will effectively fulfill its functions if all the joints are strong and tight. It should be borne in mind that when passing hot water at temperatures above 110 degrees the polymer becomes soft and begins to increase in size. Therefore, for the installation of heating, only products reinforced with fiberglass or aluminum foil are used.
A special soldering iron is used to connect the links. The device is double-sided, on one end of the nozzle for external, and on the other for internal heating of mating parts.
To connect them, the following fittings are used:
- couplings;
- adapters;
- angles;
- tees;
- crosses;
- threaded flanges for connection to a heating battery.
When soldering polypropylene communications, the principle of diffusion under the influence of heating is used. The edges of adjacent links melt, the substance mixes and forms a monolithic compound.
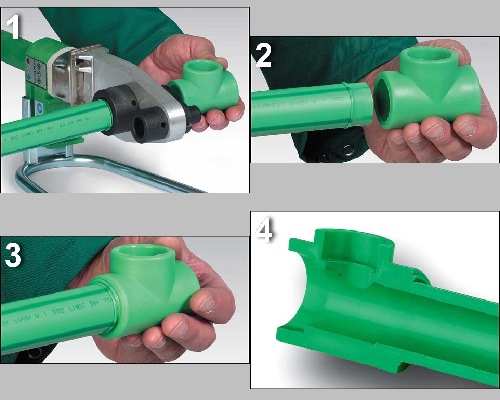
The process of welding polymer parts is carried out according to this technique:
- Drawing up a heating system piping.
- Sawing workpieces of a certain length. A correction is made for the amount of pipe immersion in the fitting holes and the dimensions of the fittings themselves.
- Warming up the soldering iron until the green indicator lights up. This is evidence that assembly can begin.
- Attaching parts to the device on nozzles of the corresponding diameter. They need to be heated in accordance with the indications of the table with which the equipment is equipped.
- Pipe and fitting connection. This is done strictly in one direction, until the inner part abuts against the locking protrusion in the fitting. It is impossible to turn products, to move them back and forth. Correction according to the docking angle is allowed.
- Cooling. It is necessary to withstand the joint in a static position for as long as prescribed in the instructions for the device. Only then can the assembly continue.
Unlike metal, polymer pipes need support for vertical and horizontal runs. Every 100-150 cm they are fixed on the walls with plastic spacers. After assembly, polypropylene communications do not need additional finishing and subsequent maintenance.
Metal Pipe Welding Technology

To make the connection strong and tight, it is necessary to prepare the system details before installation. You should check the evenness of the edges, chamfer and grind the metal at a distance of 10 mm from the cut. After this, it is necessary to treat the cleaned places with a solvent in order to degrease them.
To weld pipes for various purposes, electrodes with the following coating composition are used:
- rutilic acid (RA) - for the installation of cold and hot water in the communal sphere;
- rutile (RR) - for the assembly of heating systems operating under high pressure;
- rutile-cellulose (RC) - used in structures requiring high reliability joints;
- universal (B) - for the assembly of all types of pipelines in the residential sector and in production.

You can cook metal pipes using such technologies:
- Electric welding. It is carried out manually or using an automatic machine. The principle of operation is based on the creation of an electronic arc arising from a short circuit. This process is accompanied by the release of a large amount of heat, causing melting of the metal. To create a seam, melting or non-consumable electrodes are used.
- Gas welding. The pipe joints melt under the influence of a burning gas, simultaneously with the imposition of metal on it, which performs the function of a coupling. A monolithic joint is formed having a homogeneous structure with adjacent parts.
- Cold welding. This method is used when installing low pressure pipelines or repairing them in hard-to-reach places. The essence of the method is to wrap a bandage around the knock soaked in quick-setting adhesive.
The choice of option is correct if it meets the characteristics of the system and the characteristics of the coolant.
Weld classification

The joint can be brewed in various ways based on the design features and the thickness of the metal being processed.
There is such a classification of welds:
- In appearance - flat (normal), weakened (concave) and reinforced (convex).
- In length - solid (continuous, closed), discontinuous (by points, segments). According to the length of the seams are divided into short (up to 25 cm), medium (26-100 cm) and long (more than 101 cm).
- By execution - horizontal (on vertical sections), vertical (on horizontal runs), ceiling (when the joint is made from below), lower (electrode on top of the seam).
- According to the current effort - flank (along the axis), frontal (across the axis), oblique (across), combined (combination of types).
- By the number of layers and passages - single-layer (one pass) and multilayer (several passes).
With the correct installation of the heating system, all of the above joints can be made. If necessary, welding is also carried out from the inside of the pipes.
The main types of welded joints
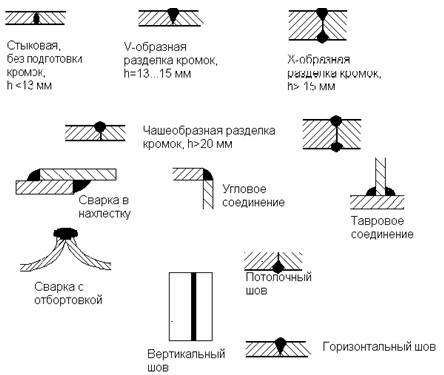
At the location in space, the seams are divided into the following types:
- angular - parts are at an angle;
- Tauri - connection of the end and the side of the elements;
- butt - pipes are connected in one plane;
- lapping - parts overlap each other;
- end - adjacency of the side surfaces of fragments.
In the course of work, the master chooses the most convenient method of welding parts that is most convenient for himself and meets the technical conditions.


