Lắp đặt hệ thống cấp nước đòi hỏi phải lắp ráp các yếu tố riêng lẻ thành một hệ thống duy nhất. Ống kim loại và van được nối bằng một kết nối ren. Phương pháp cung cấp một kết nối mạnh mẽ và chặt chẽ. Để đặt truyền thông độc lập, các công cụ để luồn ống nước sẽ được yêu cầu.
Các loại sợi trên ống
Một sợi là sự xen kẽ của các phần lồi và lõm trên một bề mặt nằm dọc theo một đường xoắn ốc. Nó là bên ngoài và bên trong, trái và phải. Loại phổ biến:
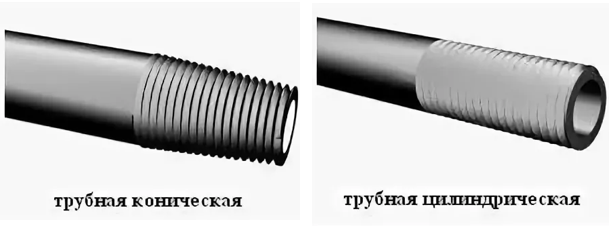
- ống hình trụ;
- ống hình nón;
- inch hình trụ (tiêu chuẩn Hoa Kỳ);
- tròn;
- inch.
Trong lắp đặt hệ thống ống nước, hai loại đầu tiên thường được sử dụng. Chúng được sử dụng để kết nối các phụ kiện nước:
- Hình trụ (G) - cấu hình được biểu thị bằng một tam giác cân có đỉnh 55 °. Các phần lồi và lõm được làm tròn. Đề xuất cho đường ống lên đến 6 inch đường kính.
- Hình nón (R) - chỉ có cấu hình tam giác, tạo thành hình côn 1:16, được đặc trưng bởi độ kín cao của kết nối các bộ phận.
Chủ đề ống lần lượt là inch và hệ mét, được đo bằng inch và milimét.
Dụng cụ cần thiết
 Để thực hiện công việc, các công cụ luồng sẽ được yêu cầu:
Để thực hiện công việc, các công cụ luồng sẽ được yêu cầu:
- Die hoặc lerka - một thiết bị ở dạng đai ốc làm bằng kim loại cứng, có các cạnh cắt nhọn (dao cắt). Về hình dạng chúng có hình tròn, hình vuông, hình lục giác. Các loại khuôn: rắn, trượt, tách. Đối với việc loại bỏ các chip sắp xếp lỗ.
- Klupp - công cụ dựa trên một khuôn trượt. Cơ thể, bao gồm hai phần, cho phép bạn điều chỉnh đường kính của vết cắt. Để thuận tiện, một tay cầm được sắp xếp. Một số mô hình được bổ sung với một bánh cóc, cho phép chuyển động quay bằng một tay. Các công cụ chuyên nghiệp được trang bị một ổ đĩa điện.
- Tap - một ốc vít thép cứng có cạnh cắt. Bao gồm một phần làm việc và một trục. Bộ này bao gồm các thiết bị để gia công thô và hoàn thiện công việc.
Ngoài ra chuẩn bị các thiết bị phụ trợ:
- thước dây và bút chì - để đo và đánh dấu;
- caliper - xác định đường kính của đường ống và thiết bị.
Các dụng cụ được sử dụng phải có chất lượng cao, kim loại của máy cắt sắc nét và bền. Khi làm việc với chết và vòi bạn sẽ cần một vise.
Chuẩn bị cho công việc
Khu vực mà bạn phải làm việc với một thiết bị cắt ren cho ống nước được làm sạch khỏi rỉ sét, bụi bẩn, cặn sơn. Giấy nhám được sử dụng. Bề mặt phải được làm sạch để có ánh kim loại. Các khía cạnh được vát. Cần chuẩn bị dầu mỡ để gia công đường ống và dụng cụ cắt. Để làm sạch chip, cần có một miếng giẻ.
Phương pháp luồn ống nước
 Phương pháp cắt được chia thành hai loại: thủ công và tự động. Trong trường hợp đầu tiên, một bộ thiết bị luồng được yêu cầu. Để cắt các chủ đề bên ngoài, chết khuôn được sử dụng, cho các chủ đề nội bộ - vòi. Kích thước của các công cụ được xác định bởi các bảng tham chiếu. Tự động cắt diễn ra trên máy móc hoặc dụng cụ điện. Phương pháp này là chính xác và phù hợp cho các đường ống có đường kính bất kỳ. Các máy phay và cán chỉ.
Phương pháp cắt được chia thành hai loại: thủ công và tự động. Trong trường hợp đầu tiên, một bộ thiết bị luồng được yêu cầu. Để cắt các chủ đề bên ngoài, chết khuôn được sử dụng, cho các chủ đề nội bộ - vòi. Kích thước của các công cụ được xác định bởi các bảng tham chiếu. Tự động cắt diễn ra trên máy móc hoặc dụng cụ điện. Phương pháp này là chính xác và phù hợp cho các đường ống có đường kính bất kỳ. Các máy phay và cán chỉ.
Cắt chết
Việc lựa chọn loại công cụ phụ thuộc vào yêu cầu chất lượng. Kết quả tốt nhất đạt được bằng cách sử dụng một khuôn rắn, có độ cứng cao. Nhược điểm của thiết bị này là mặc nhanh. Các khuôn được tải bằng lò xo (với một vết cắt ở một trong các lỗ trục) cho phép bạn thay đổi đường kính của ren trong vòng 0,3 mm.Độ cứng của chúng giảm, răng cửa tồn tại lâu hơn, nhưng độ tinh khiết của các sợi bị mất.
Các ống chuẩn bị được kẹp trong một phó. Khuôn được đặt trong giá đỡ và cố định bằng ốc vít. Mỡ được áp dụng cho khu vực được xử lý và máy cắt. Các công cụ được đặt trên đường ống ở một góc bên phải. Vòng quay trơn tru, theo chiều kim đồng hồ. Sau khi thực hiện vài lượt, các chip được loại bỏ và bôi trơn được nối lại. Để cắt chất lượng cao sau khi chết thô, người ta sẽ sử dụng loại tốt. Hoàn thành chủ đề được làm sạch bằng giẻ.
Sử dụng một cái vỗ tay

Sử dụng phích cắm đường ống là thuận tiện hơn so với chết. Một công cụ đắt hơn, nhưng đối với một lượng lớn công việc thì tốt hơn là chọn nó. Klupp cho một lượt sạch, thiết kế trượt cho phép bạn điều chỉnh đường kính của sợi. Cài đặt các hướng dẫn làm giảm nguy cơ biến dạng, tạo điều kiện cho quá trình cắt. Nếu một bánh xe được bao gồm trong cấu trúc, một bánh xe ratchet được đặt gần khuôn. Khi nó được xoay, đầu công cụ di chuyển. Ratchet là không thể thiếu trong điều kiện làm việc chật chội.
Các ống được kẹp trong một phó, một khu vực nhỏ còn lại. Một phần nhô ra ngắn sẽ không cho phép kim loại uốn cong từ những nỗ lực được áp dụng. Các đường ống và máy cắt được bôi trơn bằng dầu máy. Phần nhô ra được chèn vào hướng dẫn của tuốc nơ vít. Cắt diễn ra trong các chuyển động quay ngắn. Quay lại định kỳ để cắt chip. Trong quá trình, chất bôi trơn được thêm vào. Khi luồn ống nước, điều quan trọng là phải theo dõi số lượt.
Sử dụng một công cụ điện cho phép bạn cắt trong vài giây. Đầu có thể thay thế bằng dao cắt được chọn cho đường kính ống mong muốn. Công việc không chỉ nhanh, mà còn chất lượng cao.
Vòi làm việc
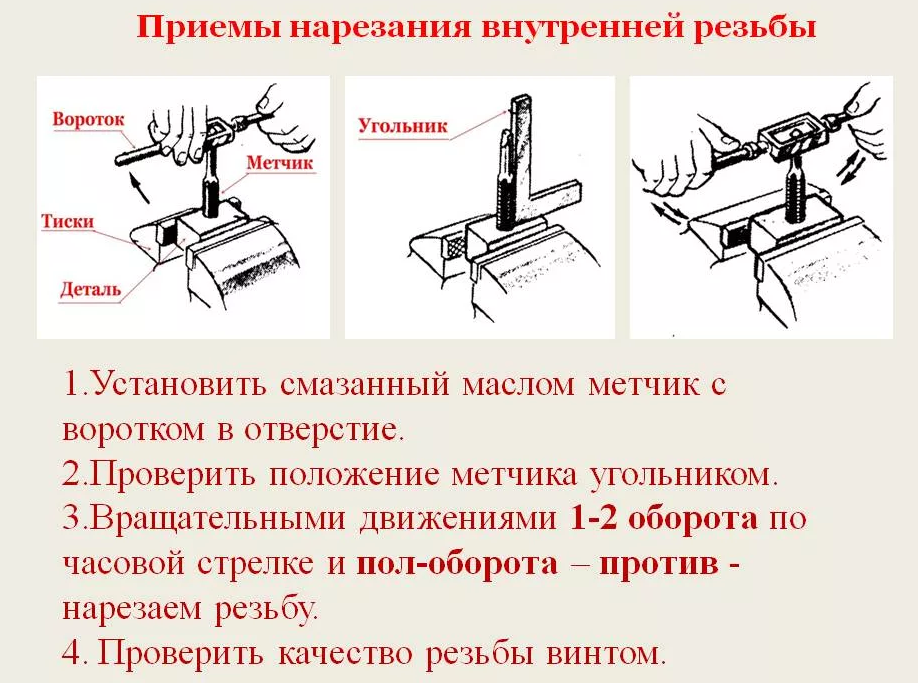 Các chủ đề nội bộ được thực hiện bởi một vòi. Đường kính của nó phải lớn hơn một chút so với đường ống. Khi làm việc, nên sử dụng một bộ gồm hai đến ba phần. Họ thực hiện cắt thô và hoàn thiện cắt. Công cụ đầu tiên thực hiện công việc chính, loại bỏ tới 70% chip. Vòi hoàn thiện có một phần nhỏ và hồ sơ cắt đầy đủ. Các công cụ được phân biệt bởi các rãnh trên thân cây:
Các chủ đề nội bộ được thực hiện bởi một vòi. Đường kính của nó phải lớn hơn một chút so với đường ống. Khi làm việc, nên sử dụng một bộ gồm hai đến ba phần. Họ thực hiện cắt thô và hoàn thiện cắt. Công cụ đầu tiên thực hiện công việc chính, loại bỏ tới 70% chip. Vòi hoàn thiện có một phần nhỏ và hồ sơ cắt đầy đủ. Các công cụ được phân biệt bởi các rãnh trên thân cây:
- một màu đen;
- hai là trung bình;
- ba - tốt thôi.
Mặt trong của ống đòi hỏi phải làm sạch và bôi trơn. Vòi được chèn theo chiều dọc, thân được cố định trong đầu. Vòng quay theo chiều kim đồng hồ. Khi làm việc với kim loại mềm, công cụ được định kỳ bật ra và chip được làm sạch. Hãy chắc chắn để áp dụng dầu mỡ. Sau khi hoàn thành công việc, kiểm tra chất lượng luồng được thực hiện.
Những lý do chính cho hôn nhân
Nguyên nhân của hôn nhân trong công việc là sự bất cẩn của người lao động hoặc sử dụng các công cụ chất lượng thấp. Các khuyết tật cắt ống phổ biến khi làm việc với vòi hoặc chết:
- Rách chỉ - vấn đề xảy ra khi sử dụng khuôn bị xỉn màu, loại bỏ chip không kịp thời, bôi trơn không đủ.
- Chủ đề không đầy đủ - đường kính của lỗ cho chủ đề vượt quá đề xuất.
- Điều chỉnh sai các rãnh vít - lắp đặt khuôn hoặc vòi không chính xác.
- Thất bại của ren là lý do làm tắc các rãnh với chip, chất lượng dụng cụ kém, đường kính của ống lớn hơn dự định.
- Vỡ vòi - lực quá mạnh trong một lỗ hẹp, loại bỏ chip không đủ, thiếu bôi trơn.
Tự chuẩn bị các bộ phận cho một kết nối ren là có sẵn với một công cụ. Để công việc được thực hiện hiệu quả, bạn phải tuân theo các quy tắc. Việc sử dụng một công cụ sắc nét và độ chính xác bù đắp cho việc thiếu các kỹ năng chuyên nghiệp.


