Việc kết nối các ống nước polymer vào một đường cao tốc duy nhất được thực hiện theo hai cách: bằng cách kết nối các yếu tố (phụ kiện) hoặc bằng cách hàn. Tùy chọn thứ hai là kinh tế hơn - không cần phải mua thêm các bộ phận. Nhưng nó đòi hỏi một công cụ đặc biệt. Nếu bạn biết sự phức tạp của hàn, thực tế là hàn ống nhựa để cung cấp nước chính xác bằng tay của bạn, mà không có sự tham gia của các chuyên gia. Nó cũng sẽ tiết kiệm ngân sách gia đình của bạn.
Công cụ làm việc

Để kết nối các yếu tố nhựa và propylen, phương pháp khuếch tán nhiệt được sử dụng - phản ứng tổng hợp khi được nung nóng bằng bàn ủi hàn đặc biệt. Nó khác với một công cụ hàn đơn giản ở chỗ nó không sử dụng điện cực đồng mà là vòi phun thép. Chúng được cố định trong các lỗ trên bộ phận gia nhiệt của sắt hàn. Kiểm soát nhiệt độ được thực hiện bằng cách sử dụng một bộ điều nhiệt nằm trên cơ thể.
Để làm việc với các phần tử ống làm bằng polyetylen hoặc polypropylen, bạn cũng cần thêm:
- dụng cụ đo - thước dây, thước kẻ, hình vuông, mức độ;
- kéo chuyên dụng hoặc máy cắt ống;
- chất tẩy nhờn.
Ngoài ra, đáng để chuẩn bị giấy nhám mịn hoặc một tập tin mỏng. Họ sẽ giúp làm cho các lát hoàn toàn mịn màng.
Biện pháp an ninh
Khi làm việc với bàn ủi hàn, bạn cần tuân thủ các biện pháp phòng ngừa an toàn. Không làm như vậy sẽ ảnh hưởng xấu đến chất lượng của chất kết dính và có thể gây thương tích và bỏng.
Thực hiện theo các hướng dẫn sau:
- Đặt bàn ủi hàn nóng chỉ trên giá đỡ.
- Sử dụng găng tay để bảo vệ tay khỏi bị bỏng.
- Công việc được thực hiện ở nơi thoáng khí, vì vật liệu polymer phát ra các chất có hại khi đun nóng.
Các vòi phun có lớp phủ Teflon, tránh sự xuất hiện của cặn carbon. Vào cuối mỗi quá trình hàn, polymer còn lại phải được loại bỏ bằng thìa gỗ. Không được phép làm sạch vòi làm mát, vì điều này có thể dẫn đến hư hỏng lớp phủ và làm hỏng sắt hàn.
Các tính năng của ống nước hàn

Trước khi bắt đầu, bạn cần chọn đúng công nghệ. Để kết nối, ba phương pháp hàn được sử dụng:
- Muftovy. Trong trường hợp này, các khớp nối được chèn giữa các phần bị cắt. Điểm đặc biệt của quy trình là chỉ có các yếu tố kết nối được làm nóng. Thông thường, phương pháp được sử dụng cho các đường ống có tiết diện vừa và nhỏ.
- Chuông hình. Sử dụng vòi phun có đường kính khác nhau. Các đầu của các bộ phận được cắt ở góc 90 độ và được làm sạch, sau đó chèn vào vòi của phần tương ứng. Trong quá trình hàn, các đầu của hai phần tử nóng lên, tan chảy và nối lại. Sau khi tham gia, các bộ phận không thể được bật.
- Mông. Đồng thời, các đầu của hai đoạn được đun sôi trên toàn bộ mặt phẳng. Nó được sử dụng để kết nối các đường ống lớn - với đường kính hơn 5 cm và độ dày thành 0,4 cm.
Nếu cần phải hàn các ống gia cố, bạn sẽ cần một công cụ đặc biệt - máy cạo râu. Nó là cần thiết để làm sạch đường ống từ nhôm, được ẩn dưới lớp phủ polymer hàng đầu. Tiếp theo, việc hàn ống được thực hiện theo phương pháp tiêu chuẩn.
Đôi khi các bộ phận ren được yêu cầu trong phần đường ống. Một phụ kiện như vậy có thể được hàn vào đường giao nhau của một đường ống phù hợp. Ống hàn chỉ nên được thực hiện ở nhiệt độ môi trường tích cực.
Trình tự hàn
Đầu tiên bạn cần tự chuẩn bị đường ống.Chúng được chia thành các phân đoạn có kích thước yêu cầu, căn chỉnh và mài các đầu, lau các khớp bằng chất lỏng tẩy dầu mỡ.
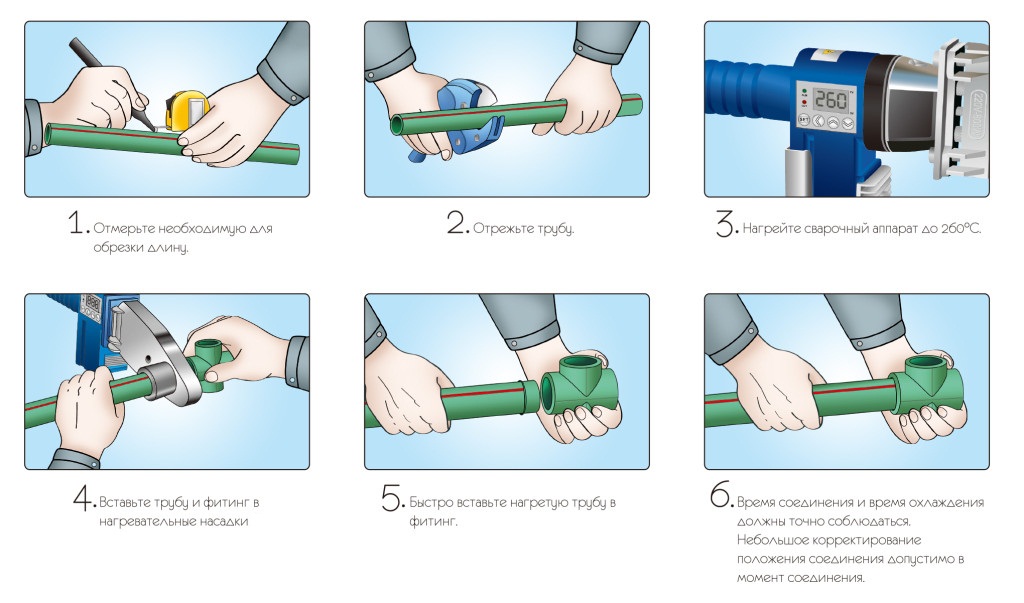 Bàn hàn được lắp đặt trên một bề mặt phẳng, gắn vòi phun với các bộ phận polymer: một hoặc nhiều. Các thiết bị tiêu chuẩn cho phép bạn đặt vòi phun cho hai ống và hai khớp nối cùng một lúc, giúp tăng tốc quá trình lắp ráp cấu trúc.
Bàn hàn được lắp đặt trên một bề mặt phẳng, gắn vòi phun với các bộ phận polymer: một hoặc nhiều. Các thiết bị tiêu chuẩn cho phép bạn đặt vòi phun cho hai ống và hai khớp nối cùng một lúc, giúp tăng tốc quá trình lắp ráp cấu trúc.
Sử dụng bộ điều chỉnh nhiệt độ, chọn hệ thống sưởi mong muốn, đưa ra sự khác biệt trong chỉ báo này cho các polyme. Bạn có thể chỉ định đường ống cụ thể mà bạn hàn bằng cách đánh dấu trên chính sản phẩm. Đối với ống polypropylen và polypropylen (PP và PVC), quá trình gia nhiệt được thực hiện lên tới 260 độ, đối với polyetylen (HDPE) - lên đến 220 độ. Các phần tử được làm nóng được kết nối với nhau bằng cách chèn một đường ống vào ổ cắm, tay áo hoặc bằng cách nối các đầu của các đoạn.
Thời gian nóng chảy sau khi đưa đến nhiệt độ yêu cầu được xác định tùy thuộc vào mặt cắt:
| Đường kính sản phẩm (mm) | Thời gian làm ấm đến nhiệt độ yêu cầu (giây) | Thời gian hàn (giây) | Thời gian làm lạnh (phút) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Sau khi khớp đã nguội, kiểm tra tính chính xác của công việc được thực hiện. Độ kín của phần hàn được kiểm tra bằng cách thổi và truyền nước. Nếu đường nối khớp được thực hiện kém, vị trí hàn bị cắt và công việc hàn được thực hiện lại.
Hàn ở những nơi không thể tiếp cận và góc

Nếu cần thiết, ống có thể được hàn ở một góc. Đối với điều này, khớp nối góc đặc biệt được sử dụng. Góc kiểm soát mức độ uốn. Mua sản phẩm từ một nhà sản xuất, điều này sẽ đảm bảo độ bám dính cao của các yếu tố được kết nối.
Hàn ở những vị trí khó tiếp cận đối với giáo dân là khó khăn. Khi làm việc dưới trần nhà, bộ máy hàn sẽ phải treo trên móc. Đôi khi cần phải thay thế một phần trong hệ thống cấp nước hiện có: trong trường hợp hư hỏng do nước nhỏ giọt hoặc tắc nghẽn mạnh. Cách dễ nhất là hàn các phụ kiện có ren ở những nơi thuận tiện để thực hiện và đã đặt một đoạn ống trên chúng.
Có thể hàn một ống polypropylen nếu nước nhỏ giọt qua một vết nứt nhỏ bằng cách sử dụng hàn thủ công. Khoảng cách được đóng lại bằng vật liệu mà từ đó ống được chế tạo. Một móng tay nóng hoặc tuốc nơ vít được áp dụng cho nơi bị lỗi. Các polymer nóng chảy được phủ một lỗ. Nhưng đây là một lựa chọn tạm thời, khu vực bị hư hỏng vẫn sẽ cần phải được thay thế.
Trong một thời gian ngắn, sản phẩm polymer có thể được niêm phong bằng máy sấy tóc công nghiệp. Các khớp được làm nóng cho đến khi vật liệu mềm. Một kẹp được đặt trên đường ống và thắt chặt.
Những sai lầm có thể xảy ra
 Lỗi thường xuyên dẫn đến sự xuất hiện của các nút bị lỗi trong quá trình lắp ráp đường ống từ các polyme:
Lỗi thường xuyên dẫn đến sự xuất hiện của các nút bị lỗi trong quá trình lắp ráp đường ống từ các polyme:
- làm việc với các lát không sạch;
- độ nhám của các bộ phận kết nối;
- căn chỉnh không chính xác của các yếu tố kết nối;
- quá nhiều lực khi lắp ghép;
- lắp ống không đầy đủ vào ống nối;
- sưởi ấm nhỏ hoặc quá mức của các bộ phận hàn;
- sự hiện diện của một lớp gia cố;
- thay đổi vị trí của các yếu tố sau khi làm mát nhựa;
- sử dụng sắt hàn có vòi phun bị nhiễm polymer;
- làm sạch vòi phun làm mát và sử dụng các bộ phận tiếp theo với lớp Teflon bị hỏng.
Đôi khi, trên các vật liệu chất lượng cao, quá nhiệt nghiêm trọng không gây ra các khiếm khuyết bên ngoài. Nhưng đồng thời, có biến dạng bên trong khi nhựa nóng làm chặn lối đi bên trong. Điều này dẫn đến tắc nghẽn nhanh và chặn dòng nước.
Ngoài hàn nóng, một phương pháp hàn lạnh cũng được sử dụng. Kỹ thuật này bao gồm việc sử dụng một dung môi đặc biệt như một thành phần hàn hoạt động, làm mềm cấu trúc của polymer. Do sự phức tạp của nó, phương pháp đã không được phổ biến nhiều.


