Nối dây là một tập hợp bắt buộc của các hoạt động có nhiệm vụ là thiết lập hệ thống dây điện trong phòng. Một kết nối chất lượng cao của dây hàn, kết nối dây trong bảng phân phối, xoắn chính xác - đây là những yếu tố quyết định độ bền và hiệu suất của dây điện.
Ưu điểm và nhược điểm của dây hàn điện

Để hàn dây đúng cách, bạn cần làm quen với những ưu điểm và nhược điểm của phương pháp. Mặc dù có các chất tương tự hiện có, phương pháp này được coi là phổ biến nhất và có nhu cầu, đặc biệt là trong điện tử.
Ưu điểm:
- Độ tin cậy. Một tham số quan trọng là sự hiện diện và cường độ của điện trở chuyển tiếp. Nó càng thấp thì càng tốt. Đối với hàn, tham số này là cực kỳ nhỏ. Độ tin cậy của hàn kém hơn hàn chỉ trong một trường hợp - nếu công việc phải được thực hiện trong điều kiện khắc nghiệt, ví dụ, trong môi trường có nhiệt độ cực cao hoặc thấp, tiếp xúc với môi trường xâm thực. Nếu chúng ta đang nói về hệ thống dây điện căn hộ hoặc nhà ở nông thôn, các yếu tố như vậy được loại trừ.
- Kết nối là bảo trì miễn phí.
- Tính quốc tế của việc sử dụng. Sử dụng hàn, có thể kết nối dây đơn lõi và đa lõi với các khu vực cắt ngang khác nhau, trong bất kỳ kết hợp nào. Tính linh hoạt này cho phép bạn giải quyết nhiều nhiệm vụ không chuẩn và khó. Ngoài ra, việc sử dụng từ thông cung cấp một kết nối đáng tin cậy của dây dẫn đồng và nhôm.
- Chi phí kết nối thấp. Đối với công việc, bạn cần một hàn sắt, hàn và thông lượng. Chi phí thấp và chi phí là kinh tế.
Nhược điểm:
- Khả năng sản xuất thấp. Để thực hiện công việc, nhiều biện pháp chuẩn bị được yêu cầu, do đó độ phức tạp cao.
- Sự cần thiết cho trình độ của người biểu diễn.
Khi hàn, những thay đổi trong vật liệu xảy ra ở cấp độ phân tử, vì vậy các bộ phận được hàn sẵn được chuẩn bị kỹ lưỡng.
Những gì bạn cần để hàn dây

Trước khi hàn dây, chuẩn bị một công cụ làm việc và vật tư tiêu hao. Để hoàn thành công việc, bạn cần có danh sách các công cụ sau:
- Một sắt hàn thông thường trong gia đình, công suất trong khoảng từ 40 đến 100 watt. Một máy hàn được sử dụng như một chất tương tự, trên đó có thể kiểm soát nhiệt độ của đầu, giúp đơn giản hóa quá trình hàn.
- Một tập tin nhỏ để làm sạch một đầu sắt hàn.
- Dao để loại bỏ lớp cách điện.
- Kìm để vặn.
- Rosin dự định đóng hộp bề mặt.
- Hàn để hàn các vật liệu khác nhau, từ thông không có axit được sử dụng như một chất tương tự.
-

- Đầu đốt gas

-

- Hàn

-

- Thông hồng cho hàn

Hàn nhôm và dây đồng có phần khác nhau trong các loại hàn được sử dụng.
| Đồng | Nhôm |
| Hợp chất thiếc và chì được sử dụng. Việc đánh dấu như sau:
|
|
Cách hàn dây chính xác

Quá trình hàn có thể thay đổi một chút tùy thuộc vào các vật liệu được sử dụng. Các phương pháp khác nhau liên quan đến việc sử dụng các thành phần hàn và thông lượng khác nhau. Thông thường, việc hàn dây được thực hiện khi kết nối dây đồng với diện tích mặt cắt lên tới 6 mm.sq.
Khi thực hiện công việc, thuật toán sau được quan sát:
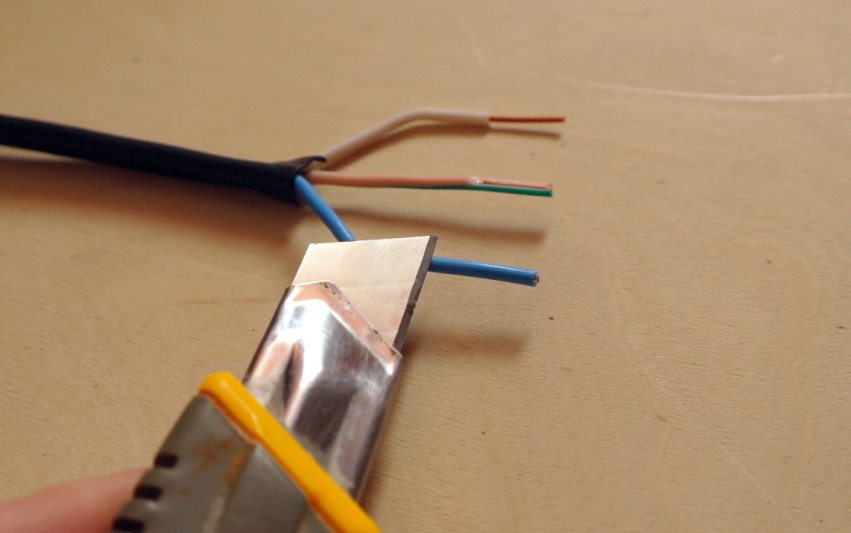
- Một lớp cách điện có chiều dài xấp xỉ 5-6 cm được loại bỏ khỏi dây dẫn.
- Các công cụ làm việc được làm nóng và bề mặt được phủ một lớp nhựa thông hoặc thông lượng. Đầu tiên không hoạt động tốt trên các bề mặt bị oxy hóa, với sự thâm nhập sâu vào vòng xoắn, điều quan trọng là phải xử lý cẩn thận các vật liệu trước.
- Khi làm nóng dây bằng dụng cụ được gia nhiệt trước có hàn trên đầu, điều quan trọng là phải đạt được sự phân phối đồng đều của vật hàn trên toàn bộ bề mặt gia công.
- Khi hàn xoắn, các chuyên gia phải điền vào các mối hàn với tất cả các vết sưng.
- Vào cuối công việc, tất cả các vòng xoắn được cách nhiệt cẩn thận với vòi phun đặc biệt, băng keo điện và ống co nhiệt.
Nếu bạn muốn làm việc với nhôm, điều quan trọng là phải xem xét tốc độ oxy hóa cao của nó khi tiếp xúc với oxy. Màng kết quả không cho phép độ bám dính đáng tin cậy của kim loại vào vật hàn.
Các oxit được loại bỏ một cách cơ học, sau đó bề mặt được duy trì. Thuật toán để kết nối dây dẫn nhôm phụ thuộc vào loại từ thông được sử dụng và diện tích mặt cắt ngang. Để sưởi ấm, như một quy luật, sử dụng một vòi đốt khí.
Thứ tự của dây hàn có diện tích 4-10 mm.kv:
- Ở hai đầu của lõi dài 5-6 cm, lớp cách nhiệt được loại bỏ.
- Để có được ánh kim loại, các tĩnh mạch được tước bằng một tập tin, giấy nhám hoặc một con dao.
 Tinning của dây bị mắc kẹt
Tinning của dây bị mắc kẹt - Các tĩnh mạch được kết nối với nhau bằng một phương pháp xoắn đôi bằng phương pháp xoắn đôi, một rãnh được tạo ra tại điểm tiếp xúc ở giữa.
- Các mối nối được nung nóng đến nhiệt độ gần với điểm nóng chảy của vật hàn.
- Theo cách tương tự, mỗi bên của vòng xoắn được xử lý, tất cả các lỗ đều được lấp đầy bằng thiếc.
- Khi kết thúc công việc, ngã ba được làm sạch bằng xăng.
- Bề mặt được làm sạch được phủ vecni nhựa đường và cách nhiệt cẩn thận.
Công việc không khác nhau về tốc độ, nhưng chất lượng cao và độ bền của các kết nối đáng giá thời gian và công sức.
Cách hàn dây đồng và nhôm

Dây đồng được bóc vỏ cẩn thận, sau đó ngâm trong nước hoa hồng. Chuyên gia làm tan chảy một vài giọt hàn và để hàn dây được ngâm trong khối nóng chảy. Các thủ tục được thực hiện với các phong trào cẩn thận và thống nhất.
Hàn để hàn nên bao phủ bề mặt của dây càng ít càng tốt. Phần dư được loại bỏ bằng một que hàn nóng. Trong quá trình làm việc, màu đỏ của dây đồng nên đổi thành màu bạc.
Nếu bạn phải làm việc với bàn ủi hàn đa lõi, mỗi dây phải được tháo ra và chỉ sau khi nó bị rách. Hơn nữa, mọi thứ trở về vị trí ban đầu của nó.
Trước khi hàn dây điện, dây nhôm cần phải được tước bỏ, sau đó từ thông được chuẩn bị trước đó được phân bố đều trên bề mặt của nó. Tiếp theo, dây nhôm được chà xát cẩn thận bằng một miếng thiếc nhỏ và được làm nóng bằng ngọn lửa của vòi đốt khí. Thao tác như vậy sẽ có hiệu quả thoát khỏi màng oxit.
Để tăng chỉ số chất lượng của kết nối dây đơn, xoắn dây được đóng hộp có kích thước nhỏ được sử dụng. Tất cả các lỗ sâu răng được hình thành đều chứa đầy tinol.
Bước tiếp theo là kết nối dây đồng và nhôm. Để làm điều này, khôi phục lớp cách điện. Đối với phòng khô, chỉ có thể sử dụng băng bông.
Khuyến nghị, biện pháp phòng ngừa

Bạn nên tự làm quen với các đề xuất cho phép bạn thực hiện các nhiệm vụ một cách định tính:
- Khi chọn bàn ủi hàn, bạn cần chú ý đến các mẫu được trang bị thêm nón, kim và một bộ mẹo có thể thay thế cho nhau.
- Trước khi tiến hành hàn, cần đặc biệt chú ý đến tước đầu.Nếu đầu quá bẩn, hãy loại bỏ tất cả bụi bẩn bằng bàn ủi hàn. Bạn có thể tùy ý sử dụng các mảnh gỗ hoặc bìa cứng.
- Với sự thay đổi độ dài của sắt hàn, nhiệt độ của dụng cụ cũng thay đổi.
- Trong khi làm nóng phần tử làm việc, không nên để sắt hàn khô. Bạn cần thường xuyên hạ thấp sting vào rosin.
Điều quan trọng là phải tuân thủ các biện pháp phòng ngừa an toàn. Bạn cần phải làm việc trong các thiết bị bảo vệ cá nhân: quần áo đặc biệt (quần áo đặc biệt), kính và găng tay. Không để các khu vực tiếp xúc của cơ thể, nếu không bỏng nặng có thể hình thành.


