Không có ngoại lệ, tất cả các sơ đồ nối dây cung cấp cho sự phân nhánh và kết nối của cáp và dây điện. Điều này đòi hỏi phải lắp đặt thêm một hộp nối, được làm bằng vật liệu kim loại hoặc polymer. Tuy nhiên, nó không đủ để thiết lập thiết kế, điều quan trọng là phải biết công nghệ hàn các dây xoắn trong hộp phân phối.
Hộp nối để làm gì?
Sự cần thiết cho các hộp nối không nên nghi ngờ. Để xác minh điều này, bạn nên đọc các cảnh báo của các chuyên gia:
- Việc bỏ qua việc cài đặt cấu trúc là vi phạm các quy tắc được quy định trong các tài liệu quy định.
- Tuân thủ an toàn cháy nổ. Nhờ RC, xác suất ngắn mạch và hỏa hoạn giảm đáng kể, điều này là do độ kín của cấu trúc.
- Việc cài đặt thiết bị sẽ tốn rất nhiều thời gian, nhưng trong tương lai sẽ dễ dàng hơn nhiều để nâng cấp, bảo trì, sửa chữa và xây dựng dây dẫn. Ví dụ, nếu bạn cần cài đặt một ổ cắm hoặc công tắc bổ sung, các dây cần thiết có thể được đưa ra khỏi hộp nối.
Nói chung, việc cài đặt một hộp nối là bắt buộc. Công nghệ cài đặt rất đơn giản, phức tạp có thể phát sinh khi kết nối dây.
Quy tắc chuyển đổi chung
Việc thực hiện phương pháp hàn giống như hàn, chỉ sử dụng một loại sắt hàn thông thường chứ không phải là một thiết bị biến tần có điện cực. Trước khi xoắn các tĩnh mạch bạn cần phải tin. Để làm điều này, sắt hàn được nung nóng, ngâm trong nước hoa hồng và được giữ nhiều lần trên những nơi được làm sạch từ vật liệu cách nhiệt cho đến khi xuất hiện một màu đỏ.
Để có chất lượng công việc, trước tiên bạn phải kiểm tra đầu hàn sắt. Điều quan trọng là nó sạch sẽ. Nếu bề mặt không bằng phẳng, bụi bẩn đã tích tụ trên đó, sẽ không thể thực hiện hàn chất lượng cao. Các chất gây ô nhiễm được loại bỏ bằng một tập tin, sau đó kết thúc của nó được lặp đi lặp lại.
Những lợi thế của hàn so với các phương pháp kết nối khác

Có một số cách để kết nối các dây trong hộp tiếp giáp, tuy nhiên, chỉ có hàn và hàn khác nhau về điện trở chuyển tiếp tối thiểu và kết nối nguyên khối. Mọi người có thể hàn dây ở nhà. Hàn sẽ đòi hỏi kinh nghiệm và sự sẵn có của một máy hàn đặc biệt.
Để thực hiện công việc, sẽ cần có bộ công cụ sau:
- tuôn ra;
- một con dao được thiết kế để loại bỏ vật liệu cách điện;
- hàn;
- máy cắt bên;
- hàn sắt;
- kìm hoặc kìm;
- giấy nhám.
Không chuẩn bị tất cả các công cụ cần thiết và vật tư tiêu hao trước đó, không thể bắt đầu công việc.
Dây hàn
Việc hàn và hàn cáp trong hộp nối được thực hiện trong nhiều giai đoạn.
- Loại bỏ lớp cách điện.
- Dây tước trước khi xuất hiện một ánh sáng đặc trưng của kim loại.
- Dịch vụ.
- Xoắn.
- Hàn.
- Sự cách ly
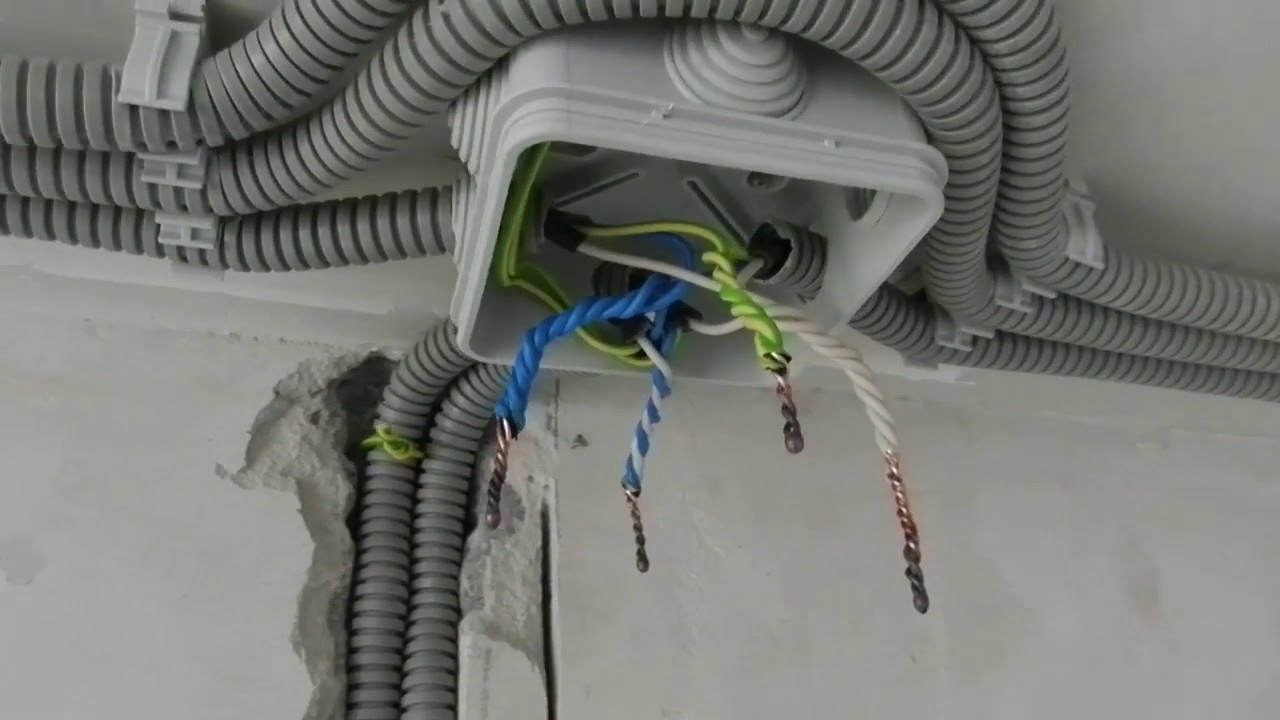
Trước khi tiến hành kết nối các dây dẫn, cần phải phân tích chiều dài cần thiết. Các dây được cắt để khi hàn, các đầu được đặt bên ngoài hộp nối. Vào cuối của công việc, họ được đặt theo bất kỳ cách mong muốn.
Dây hàn trong hộp nối không được phép chặt. Các cổ phiếu trong trường hợp này cũng không phù hợp.
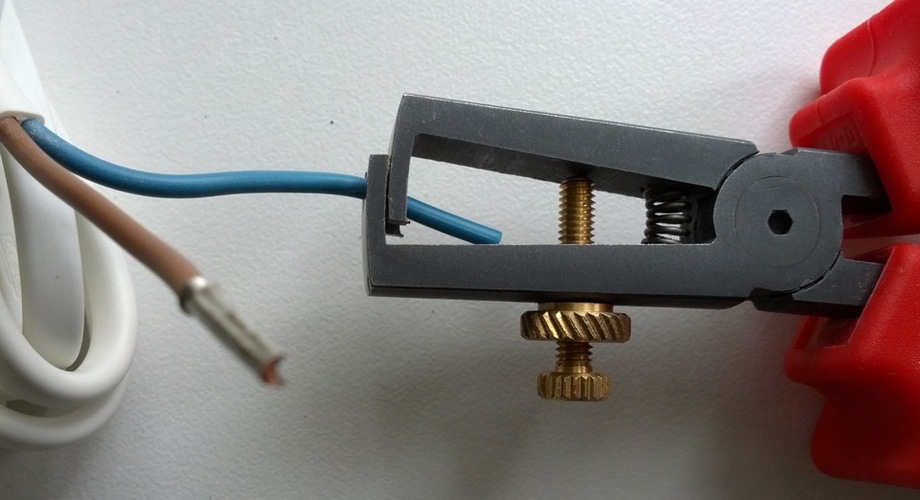
Để loại bỏ lớp cách điện, một công cụ đặc biệt được sử dụng - một vũ nữ thoát y hoặc một con dao sắc. Khi làm việc với một con dao sắc, các chuyển động sẽ giống với mặt phẳng của bút chì. Cấm cắt lớp cách điện bằng kìm hoặc dao cắt bên, bạn không thể thực hiện cắt hình tròn. Thiệt hại ngang trong tương lai gần sẽ gây ra một phá vỡ.
Đối với một dây dành cho hàn, tước thay đổi trong vòng 1,5-3 cm. Số vòng ít nhất là 2.
Các dây trước khi hàn được bóc tách và đóng hộp kỹ lưỡng để các oxit không xuất hiện trên bề mặt của dây, gây cản trở độ dẫn thông thường và tăng sức đề kháng. Dây dẫn đã đóng hộp được xoắn bằng kìm hoặc kìm.
Việc hàn các dây đồng xoắn trong hộp có một thuật toán tương tự. Các vòng xoắn phải chặt, nhưng không được kéo dài, nếu không các đầu của dây dẫn có thể bị đứt.
Cuối cùng, dây xoắn được hàn với một que hàn để hàn được phủ một lớp đồng nhất ở tất cả các mặt. Chất lượng công việc phụ thuộc hoàn toàn vào việc các đầu được làm sạch tốt như thế nào.
Lựa chọn năng lượng hàn sắt
 Để có hiệu suất công việc chất lượng cao, cần phải sử dụng bàn ủi hàn khá mạnh, ít nhất là 65 watt. Điều này đặc biệt quan trọng khi làm việc với dây đồng, vì đồng là chất dẫn nhiệt tốt, do đó, loại bỏ nhiệt từ vật hàn. Nếu công suất của thiết bị không đủ, điều này có thể dẫn đến "hàn lạnh" - chất hàn không đồng nhất bao phủ khu vực hàn và cường độ sẽ thấp.
Để có hiệu suất công việc chất lượng cao, cần phải sử dụng bàn ủi hàn khá mạnh, ít nhất là 65 watt. Điều này đặc biệt quan trọng khi làm việc với dây đồng, vì đồng là chất dẫn nhiệt tốt, do đó, loại bỏ nhiệt từ vật hàn. Nếu công suất của thiết bị không đủ, điều này có thể dẫn đến "hàn lạnh" - chất hàn không đồng nhất bao phủ khu vực hàn và cường độ sẽ thấp.
Thiết bị nên tối ưu làm ấm nơi này trong 1 phút trở lên, bề mặt vật hàn khi kết thúc công việc phải nhẵn, có độ bóng đồng đều.
Loại hàn
Có rất nhiều người bán, những người chính được liệt kê trong bảng.
| Dấu hàn | Kết cấu (%) | Độ bền kéo (kg / mm) | Nhiệt độ nóng chảy | Ứng dụng |
| POS-30 | Chì - 70
Tin - 30 |
3,2 | 266 | Để hàn và đóng hộp các bộ phận làm bằng thép, đồng và hợp kim của chúng |
| POS-40 | Chì - 60
Tin - 40 |
3,8 | 238 | Để hàn và đóng hộp các tiếp điểm và các bộ phận trong thiết bị vô tuyến làm bằng thép mạ kẽm |
| POS-90 | Dẫn - 10
Tin - 90 |
4,9 | 220 | Để hàn và đóng hộp các dụng cụ y tế và dụng cụ kim loại |
| POS-61M | Đồng - 2
Chì - 37 Tin - 61 |
4,5 | 192 | Để hàn và đóng hộp dây dẫn in và dây đồng |
| POS-61 (đại học) | Dẫn - 39
Tin - 61 |
4,3 | 190 | Để đóng hộp và hàn các bộ phận sống làm bằng đồng, đồng thau và đồng với các đường nối chặt chẽ |
| POSV-33 | Bismuth - 33.3
Chì - 33.3 Tin - 33.3 |
– | 130 | Đối với các bộ phận hàn làm bằng hằng số, đồng thau và đồng với một đường may chặt chẽ |
| POSV-50 (Hoa hồng hợp kim) | Bismuth - 50
Chì - 25 Tin - 50 |
– | 94 | Đối với các bộ phận gia công dễ bị quá nóng |
| Hợp kim d Arce | Bismuth - 45.3
Chì - 45,1 Tin - 6,9 |
– | 79 | Để sản xuất cầu chì, đóng hộp và hàn các bộ phận dễ bị quá nóng |
| Hợp kim gỗ | Cadmium - 12,5
Bismuth - 50 Chì - 25 Tin - 12,5 |
– | 68,5 | Một tính năng quan trọng là độc hại. Được thiết kế để sản xuất cầu chì, đóng hộp và hàn các bộ phận dễ bị ảnh hưởng bởi nhiệt |
Ba lớp cuối cùng có điểm nóng chảy thấp và độ bền hợp kim thấp.
Bảo vệ oxy hóa

Để bảo vệ nơi hàn khỏi quá trình oxy hóa bằng oxy, một từ thông được sử dụng. Khi làm việc với đồng, những điều sau đây thường được sử dụng nhất:
- Rosin, nó chỉ chứa rosin thông.
- LTI-120 bao gồm triethanolamine (1-2%), anilin hydrochloride (3-7%), rượu ethyl (66-73%), rosin (20-25%).
- Thành phần của rượu rosin bao gồm rượu ethyl (60-70%) và rosin (30-40%).
Phiên bản đơn giản nhất, rẻ nhất và đồng thời của thông lượng là nhựa thông thường. Khó khăn duy nhất có thể phát sinh khi làm việc với một chất là trạng thái kết tập vững chắc.
Công nghệ hàn và đóng hộp

Khi bắt đầu hàn hoặc dây thiếc, điều quan trọng là phải đặt dây theo chiều ngang sao cho đầu sắt hàn chạm vào tất cả các mặt mà không gặp trở ngại. Một số chuyên gia của FAN, khuyên bạn nên đặt dây dẫn theo chiều dọc, nhưng điều này không đáng, vì những giọt hàn có thể bắt đầu lan rộng.
Trước khi đóng hộp, các dây được làm nóng bằng một que hàn và song song chúng chạm vào nơi sưởi ấm bằng một miếng nhựa thông cho đến khi nó bắt đầu tan chảy. Nếu thông lượng chất lỏng được sử dụng, nó được áp dụng đầu tiên trước khi bắt đầu làm nóng. Sau khi đóng hộp, dây được xoắn.
Công nghệ hàn hơi khác nhau, vì cần nhiều hàn hơn ở đây. Một từ thông được áp dụng cho các dây dẫn và làm nóng bằng bàn hàn cho đến khi giọt nóng chảy được phân bố đều. Nếu cần thiết, thủ tục có thể được lặp lại.
Hàn với một đầu đốt và nồi nấu kim loại

Nếu có một mặt trước lớn của công việc, nên sử dụng chén nung, đó là một xi lanh kim loại rỗng được trang bị một tay cầm để làm đầy với hàn nóng chảy. Thiết bị này có thể được làm nóng bằng cách sử dụng đầu đốt gas hoặc được sử dụng làm vòi phun trên bàn ủi hàn mạnh mẽ.
Công suất chứa một lượng nhỏ chất hàn nóng chảy, trong khi nó đóng băng, một người quản lý để thực hiện một số xoắn.
Biện pháp phòng ngừa
Cần thận trọng trong quá trình làm việc, vì hàn nóng chảy có thể để lại vết bỏng nghiêm trọng nếu nó tiếp xúc với da. Tất cả các nhãn hiệu của người bán đều chứa chì, hơi độc hại với con người. Để ngăn ngừa ngộ độc, bạn cần làm việc trong mặt nạ phòng độc.
Khi hàn dây, không được sử dụng từ thông có hoạt tính chứa axit, vì sau khi hoàn thành công việc, chúng đòi hỏi phải loại bỏ hoàn toàn. Dư lượng từ thông có tác dụng phá hủy đối với tất cả các vật liệu, đặc biệt là hàn axit và kẽm clorua rất mạnh đối với đồng.
Nói chung, công việc không nên gây khó khăn, điều chính là làm quen với công nghệ thực hiện trước, chuẩn bị tất cả các vật tư tiêu hao và công cụ.


