İstisnasız, tüm kablo şemaları kablo ve tellerin dallanmasını ve bağlanmasını sağlar. Bu, metal veya polimerik malzemelerden yapılmış bir bağlantı kutusunun ek kurulumunu gerektirir. Bununla birlikte, tasarımı kurmak yeterli değildir, bükülmüş kabloları dağıtım kutusundaki lehimleme teknolojisini bilmek önemlidir.
Bağlantı kutuları ne için?
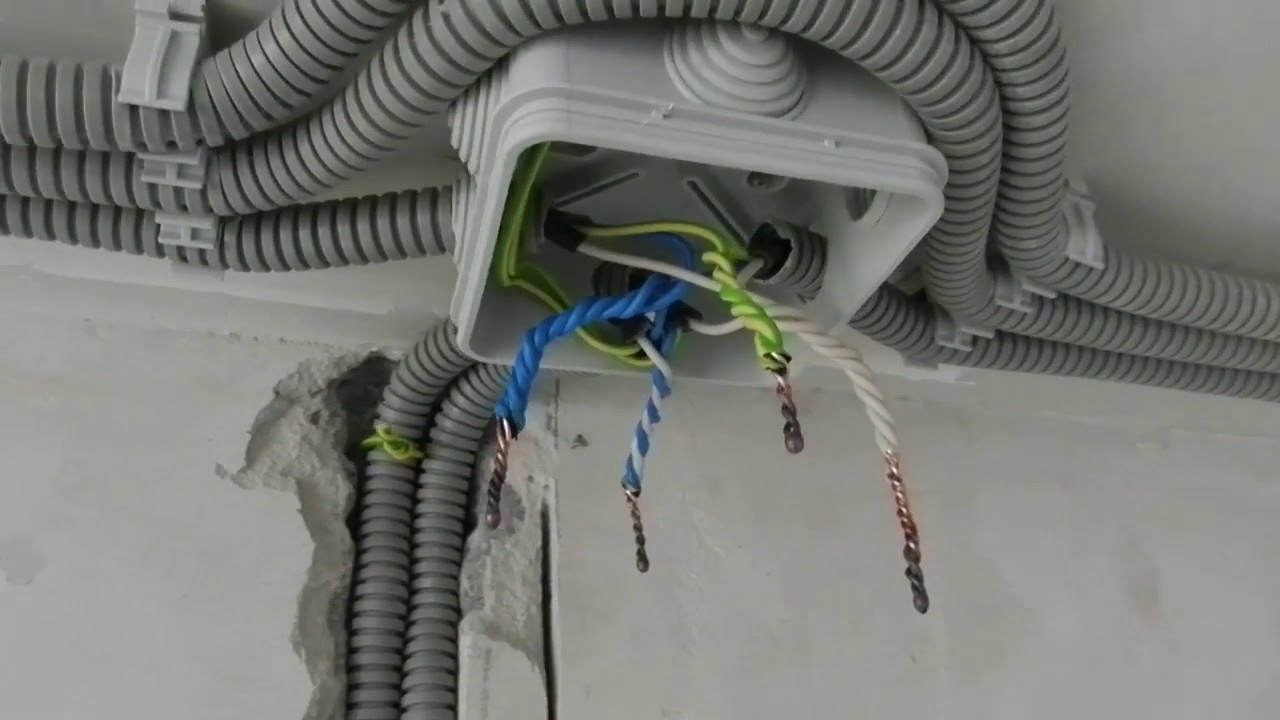
Bağlantı kutularına duyulan ihtiyaç şüpheye düşmemelidir. Bunu doğrulamak için uzmanların uyarılarını okumalısınız:
- Yapının kurulumunu ihmal etmek, düzenleyici belgelerde belirtilen kuralların ihlalidir.
- Yangın güvenliğine uygunluk. RC sayesinde kısa devre ve yangın olasılığı önemli ölçüde azalır, bu yapının sıkılığından kaynaklanır.
- Cihazın kurulumu çok zaman alacaktır, ancak gelecekte kabloları yükseltmek, bakımını yapmak, onarmak ve inşa etmek çok daha kolay olacaktır. Örneğin, ek bir priz veya anahtar takmanız gerekirse, gerekli kablolar bağlantı kutusundan çıkarılabilir.
Genel olarak, bir bağlantı kutusunun montajı gereklidir. Kurulum teknolojisi basittir, kabloları bağlarken karmaşıklık ortaya çıkabilir.
Genel Anahtarlama Kuralları
Lehimleme yönteminin uygulanması kaynağa benzer, sadece sıradan bir havya kullanılır, elektrotlu bir inverter cihazı değil. Damarları bükmeden önce kalay yapmanız gerekir. Bunu yapmak için, havya ısıtılır, reçine içine daldırılır ve kırmızımsı bir renk tonu ortaya çıkana kadar yalıtımdan temizlenen yerler üzerinde birkaç kez tutulur.
Kaliteli iş için önce havya ucunu kontrol etmelisiniz. Temiz olması önemlidir. Yüzey düzgün değilse, üzerinde kir birikmişse, yüksek kaliteli lehim yapmak imkansız olacaktır. Kirleticiler bir dosya ile çıkarılır, daha sonra ucu tekrar tekrar kalaylanır.
Lehimlemenin diğer bağlantı yöntemlerine göre avantajları

Bağlantı kutusuna telleri bağlamanın birkaç yolu vardır, ancak minimum geçiş direnci ve monolitik bağlantıda sadece lehimleme ve kaynak farklıdır. Herkes evde telleri lehimleyebilir. Kaynak için deneyim ve özel bir kaynak makinesinin bulunması gerekir.
Çalışmayı gerçekleştirmek için aşağıdaki araç seti gerekli olacaktır:
- akı;
- yalıtım malzemesini çıkarmak için tasarlanmış bir bıçak;
- lehim;
- yan kesiciler;
- havya;
- pense veya pense;
- zımpara.
Gerekli tüm alet ve sarf malzemelerini önceden hazırlamadıysanız, çalışmaya başlamak imkansızdır.
Lehim telleri
Bağlantı kutusundaki kabloların kalaylanması ve lehimlenmesi birkaç aşamada gerçekleştirilir.
- İzolasyon tabakasının çıkarılması.
- Metalin karakteristik bir parlaklığının ortaya çıkmasından önce tel sıyırma.
- Hizmet.
- Büküm.
- Lehimleme.
- İzolasyon
İletken iletkenlerin bağlantısına geçmeden önce, hangi uzunluğun gerekli olduğunu analiz etmek gerekir. Teller kesilir, böylece lehimleme sırasında uçlar bağlantı kutusunun dışında bulunur. Çalışmanın sonunda, istenilen herhangi bir şekilde döşenir.
Bağlantı kutusundaki lehim kablolarının sıkı olmasına izin verilmez. Bu durumda stok da uygun değil.
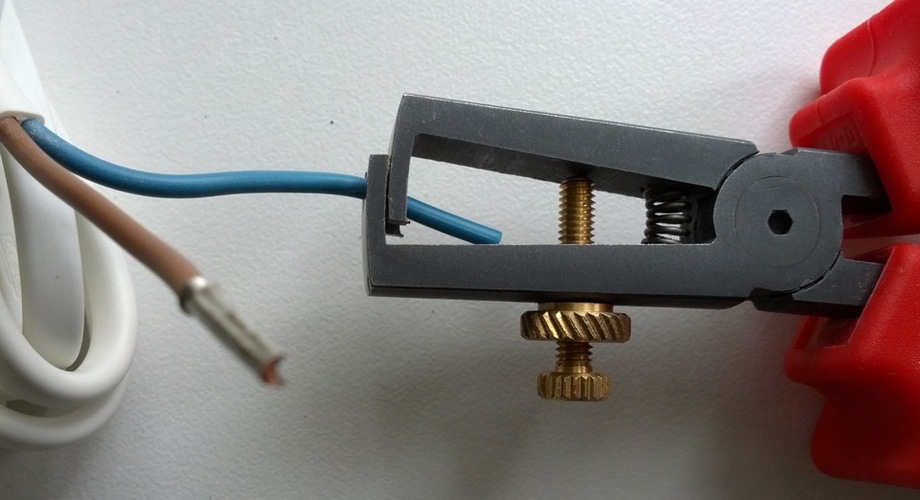
Yalıtım katmanını çıkarmak için özel bir alet kullanılır - bir sıyırıcı veya keskin bir bıçak. Keskin bir bıçakla çalışırken, hareketler bir kalemin planlamasına benzemelidir. Yalıtım katmanının pense veya yan kesicilerle kesilmesi yasaktır; dairesel kesimler yapamazsınız. Yakın gelecekte meydana gelebilecek enine hasar mola verecek.
Lehimleme amaçlı bir tel için, sıyırma 1.5-3 cm arasında değişir, dönüş sayısı en az 2'dir.
Lehimlemeden önce teller iyice soyulur ve kalaylanır, böylece tellerin yüzeyinde oksitler görünmez, bu da normal iletkenliği engeller ve direnci arttırır. Zaten kalaylı iletkenler pense veya pense kullanılarak bükülür.
Bükülmüş bakır tellerin bir kutuya lehimlenmesi benzer bir algoritmaya sahiptir. Büküm sıkı olmalı, ancak gerilmemelidir, aksi takdirde iletken tellerin uçları kolayca kırılabilir.
Son olarak, bükülmüş teller bir havya ile lehimlenir, böylece lehim her tarafta tek bir tabaka ile kaplanır. İşin kalitesi tamamen uçların ne kadar iyi temizlendiğine bağlıdır.
Havya güç seçimi
 Yüksek kaliteli iş performansı için, en az 65 watt olan oldukça güçlü lehim havyaları kullanmak gerekir. Bakır tellerle çalışırken bu özellikle önemlidir, çünkü bakır iyi bir ısı iletkenidir, bu nedenle ısıyı lehim noktasından uzaklaştırır. Cihazın gücü yeterli değilse, bu "soğuk lehimlemeye" yol açabilir - lehim lehimli alanı eşit bir şekilde örtmez ve mukavemet düşük olacaktır.
Yüksek kaliteli iş performansı için, en az 65 watt olan oldukça güçlü lehim havyaları kullanmak gerekir. Bakır tellerle çalışırken bu özellikle önemlidir, çünkü bakır iyi bir ısı iletkenidir, bu nedenle ısıyı lehim noktasından uzaklaştırır. Cihazın gücü yeterli değilse, bu "soğuk lehimlemeye" yol açabilir - lehim lehimli alanı eşit bir şekilde örtmez ve mukavemet düşük olacaktır.
Cihaz yeri en az 1 dakika veya daha fazla ısıtmalıdır, işin sonunda lehim yüzeyi pürüzsüz olmalı, düzgün bir parlaklık göstermelidir.
Lehim tipi
Çok çeşitli lehimler vardır, ana olanlar tabloda listelenmiştir.
| Lehim işareti | Yapı (%) | Çekme mukavemeti (kg / mm) | Erime sıcaklığı | Uygulama |
| POS-30 | Kurşun - 70
Kalay - 30 |
3,2 | 266 | Çelik, bakır ve alaşımlarından parçaların lehimlenmesi ve kalaylanması için |
| POS-40 | Kurşun - 60
Kalay - 40 |
3,8 | 238 | Galvanizli çelik radyo ekipmanlarında kontakların ve parçaların lehimlenmesi ve kalaylanması için |
| POS-90 | Kurşun - 10
Kalay - 90 |
4,9 | 220 | Tıbbi aletlerin ve metal mutfak aletlerinin lehimlenmesi ve kalaylanması için |
| POS-61m | Bakır - 2
Kurşun - 37 Kalay - 61 |
4,5 | 192 | Basılı iletkenlerin ve bakır tellerin lehimlenmesi ve kalaylanması için |
| POS-61 (üçüncül) | Kurşun - 39
Kalay - 61 |
4,3 | 190 | Dar dikişlere sahip bronz, pirinç ve bakırdan yapılmış canlı parçaların konserve edilmesi ve lehimlenmesi için |
| POSV-33 | Bizmut - 33.3
Kurşun - 33.3 Kalay - 33,3 |
– | 130 | Sabit dikişli konstantan, pirinç ve bakırdan yapılan lehimleme parçaları için |
| POSV-50 (Alaşım Gül) | Bizmut - 50
Kurşun - 25 Kalay - 50 |
– | 94 | Aşırı ısınmaya maruz kalan parçaları işlemek için |
| Alaşım d Arce | Bizmut - 45.3
Kurşun - 45.1 Kalay - 6.9 |
– | 79 | Aşırı ısınmaya maruz kalan parçaların sigorta, kalay ve lehimleme işlemleri için |
| Ahşap Alaşımları | Kadmiyum - 12.5
Bizmut - 50 Kurşun - 25 Kalay - 12.5 |
– | 68,5 | Önemli bir özellik toksiktir. Termal etkilere duyarlı parçaların sigorta, kalay ve lehimleme işlemleri için tasarlanmıştır |
Son üç kalite düşük bir erime noktasına ve düşük alaşım gücüne sahiptir.
Oksidasyon koruması

Lehimleme yerini oksijenle oksidasyondan korumak için bir akı kullanılır. Bakır ile çalışırken, çoğunlukla aşağıdakiler kullanılır:
- Rosin, sadece çam reçine içerir.
- LTI-120, trietanolamin (% 1-2), anilin hidroklorür (% 3-7), etil alkol (% 66-73), reçine (% 20-25) içerir.
- Alkol reçine bileşimi etil alkol (% 60-70) ve reçine (% 30-40) içerir.
Akının en basit, en ucuz ve aynı zamanda ortak versiyonu sıradan reçine. Bir madde ile çalışırken ortaya çıkabilecek tek zorluk katı bir agregasyon durumudur.
Lehimleme ve Kalaylama Teknolojisi

Lehim veya kalay teline başlarken, havya ucu engellemeden tüm taraflara temas edecek şekilde telleri yatay olarak yerleştirmek önemlidir. Bazı "uzmanlar" iletken kabloları dikey olarak yerleştirmenizi önerir, ancak buna değmez, çünkü lehim damlaları yayılmaya başlayabilir.
Kalaylama işleminden önce teller bir havya ile ısıtılır ve paralel olarak eriyene kadar bir parça reçine ile ısıtma yerine dokunurlar. Sıvı akısı kullanılırsa, ısıtma başlamadan önce uygulanır. Kalaylama işleminden sonra teller bükülür.
Lehimleme teknolojisi biraz farklıdır, çünkü burada daha fazla lehim gereklidir. İletken tellere bir akı uygulanır ve erimiş damla eşit olarak dağılana kadar bir havya ile ısıtılır. Gerekirse, prosedür tekrarlanabilir.
Brülör ve pota ile lehimleme

Büyük bir iş cephesi varsa, erimiş lehim ile doldurmak için bir sap ile donatılmış içi boş bir metal silindir olan potaların kullanılması tavsiye edilir. Bu cihaz bir gaz brülörü kullanılarak ısıtılabilir veya güçlü bir havya üzerinde nozul olarak kullanılabilir.
Kapasite az miktarda erimiş lehim içerir, donarken, bir kişi birkaç bükülme yapmayı başarır.
İhtiyati önlemler
Erimiş lehim cilde temas ederse ciddi yanıklara neden olabileceğinden, çalışma sırasında dikkatli olunmalıdır. Tüm lehim markaları, buharları insanlar için toksik olan kurşun içerir. Zehirlenmeyi önlemek için, bir solunum cihazında çalışmanız gerekir.
Telleri lehimlerken, asit içeren aktif akıların kullanılması yasaktır, çünkü işin tamamlanmasından sonra tamamen çıkarılması gerekir. Akı kalıntıları tüm malzemeler üzerinde yıkıcı bir etkiye sahiptir, özellikle lehim asidi ve çinko klorür bakır için agresiftir.
Genel olarak, iş zorluklara neden olmamalıdır, asıl şey yürütme teknolojisini önceden tanımak, tüm sarf malzemelerini ve araçları hazırlamaktır.


