Ang pag-alis ng mga sanhi ng aksidente sa komunikasyon sa aksidente kung minsan ay nangangailangan ng mabilis na mga solusyon upang maiwasan ang mga malubhang banta sa pagbuo ng mga istraktura at ang hindi maibabalik na pagkawala ng mga materyal na pag-aari. Ang pangunahing bagay ay hindi mapanganib ang buhay at kalusugan ng mga tao. Sa ilang mga kaso, hindi posible na i-off ang supply ng tubig. Ang isang emergency na pagkumpuni ng pipeline ay kinakailangan sa ilalim ng operating pressure ng network.
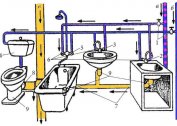
Mga uri ng mga tubo ng welding na may tubig

Ang proporsyon ng mga pipeline na may mga sinulid na koneksyon ay bale-wala. Sa karamihan ng mga kaso, ang mga kasukasuan ng mga elemento ng metal ng ruta ay ginawa sa pamamagitan ng hinang. Minsan ang mga hindi inaasahang aksidente ay nangyayari dahil sa mga error sa pag-install, kritikal na panlabas na pag-load sa mga tubo. Tumagas, bitak.
Kung ang site na nangangailangan ng pagkumpuni ay gawa sa plastic pipe, ang aksidente ay maaaring matanggal alinman sa isang salansan o pagkatapos na ganap na naka-off ang supply ng tubig. Ang temperatura na kinakailangan para sa mga elemento ng hinang polimer ay masisira para sa ruta kung saan ang tubig ay nasa ilalim ng presyon. Ang polypropylene ay nagiging ductile sa 95-130 ° C, at ang welding ay isinasagawa sa mas mataas na halaga. Ang elektrikal na pagkabit ay may operating range na temperatura na 250 hanggang 300 ° C.
Maaaring maayos ang mga tubo ng metal. Ang isang kwalipikadong welder ay may kinakailangang karanasan upang maayos na mai-weld ang isang pipe na may tubig sa ilalim ng gumaganang presyon. Maaari mong ayusin ang pagtagas sa mga sumusunod na paraan: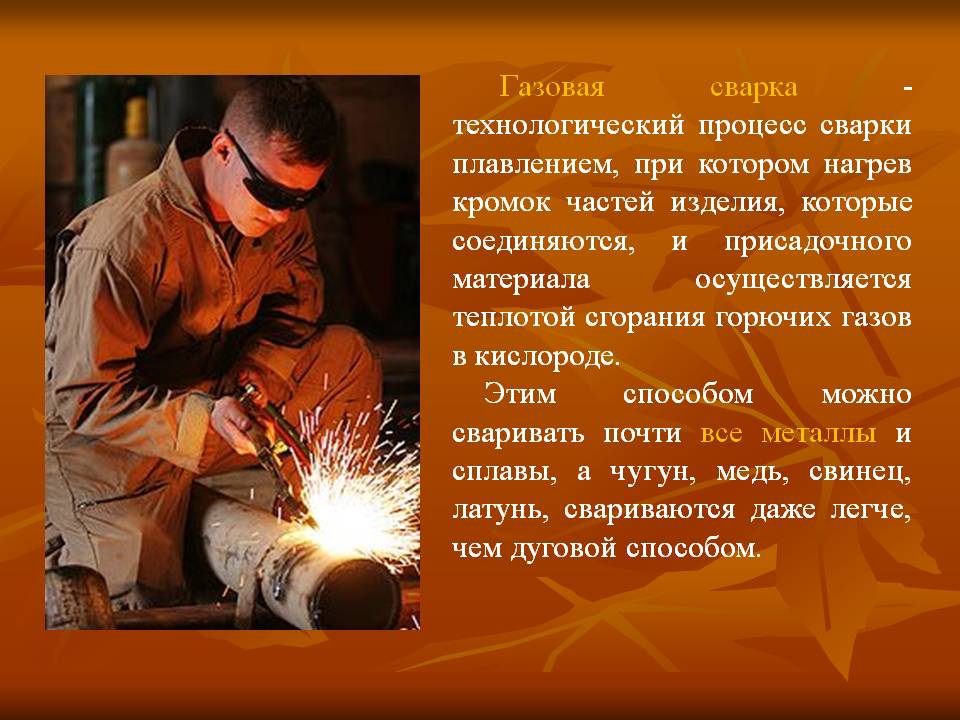
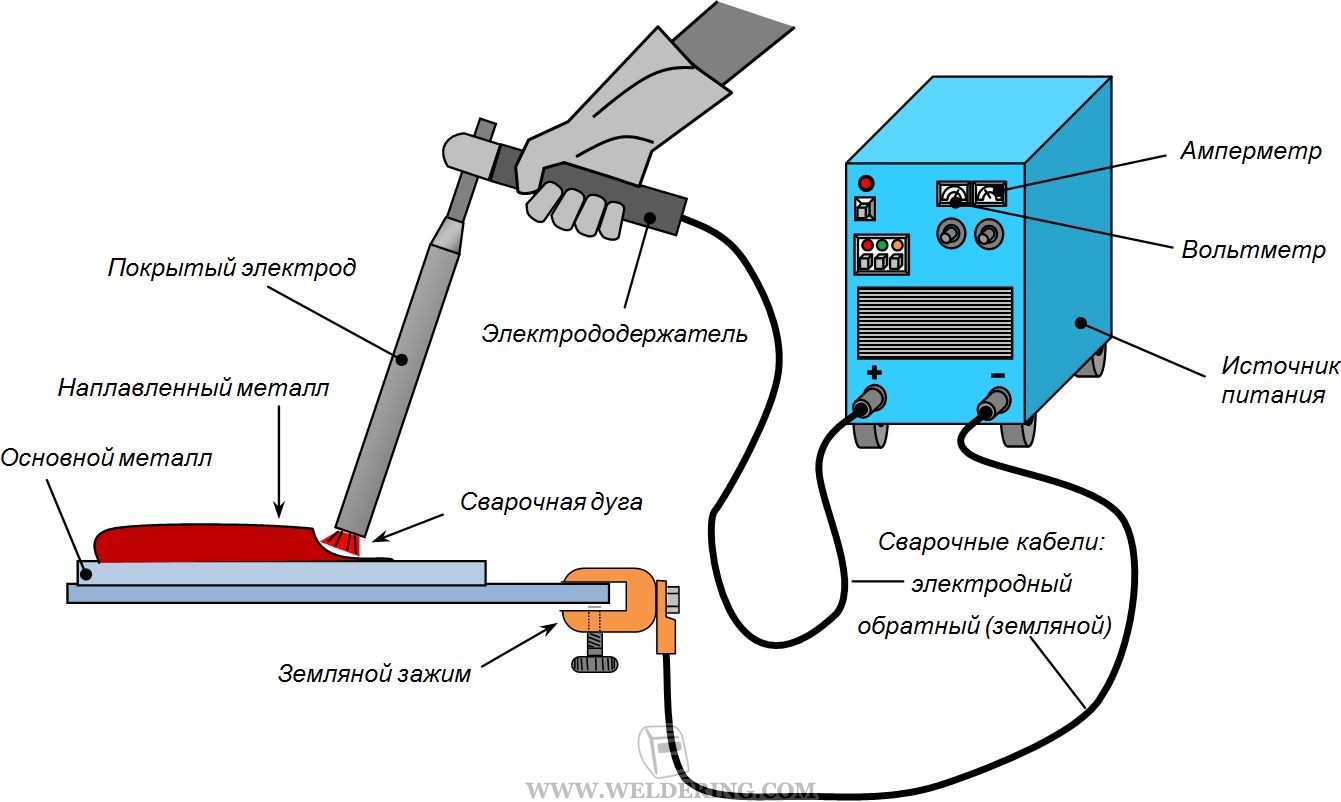
- Ang hinang na arc ay ang pinakamahusay na maaasahang paraan upang maalis ang isang aksidente.
- Gas welding - kailangan ang isang generator at isang tangke ng oxygen. Napakahirap na magpainit ng metal sa isang pipe na may tubig, kaya sa ilang mga kaso ang pamamaraang ito ay kailangang iwaksi;
- Cold welding - ang prinsipyo ng pag-sealing ng isang tumagas ay batay sa katigasan ng mga malambot na aktibong sangkap sa ilalim ng impluwensya ng mababang temperatura, hangin, o pagkatapos ng isang kinakailangang oras. Ang Cold welding ay angkop para sa mga tubo na may mainit at malamig na tubig.
Ang electric welding ay ang pinaka-angkop na pagpipilian para sa de-kalidad na pag-aayos ng isang pipe na may tubig. Ang mga modernong aparato ay popular sa mga masters ng bahay. Sa pagtatayo ng mga pipeline ng puno ng kahoy, isang aparato na semiautomatic ay malawakang ginagamit, para sa independiyenteng trabaho mas mahusay na bumili ng isang compact manual electric arc device. Ang welding inverter ay abot-kayang, kahit sino ay maaaring magsagawa ng mga pangunahing operasyon sa sambahayan.
Sa mga kaso ng emerhensiya, maaari kang gumawa ng isang homemade clamp bilang isang panukalang pang-emergency, gamitin ang kit para sa malamig na hinang. Pagkatapos nito, ang pag-overhaul ay dapat isagawa sa malapit na hinaharap.
Mga tampok ng hinang isang pipe ng tubig
 Para sa isang matatag na maaasahang koneksyon kinakailangan na mag-iwan ng puwang ng 1-2 mm, pagkatapos ang tinunaw na metal ay bumubuo ng isang tahi na may reverse influx, ang mga gilid ng pipe ay pantay na konektado sa bawat isa sa isang antas ng molekular. Ang isang puwang na mas mababa sa 1 mm ay mas mahirap na pagsamahin sa kalidad na ito. Ang pipeline ay unang nakolekta, pagkatapos ay konektado ang tubig. Ang mga indibidwal na elemento ng system ay sinuri ng mga espesyal na kagamitan para sa pagiging maaasahan ng crimping sa ilalim ng mataas na presyon.
Para sa isang matatag na maaasahang koneksyon kinakailangan na mag-iwan ng puwang ng 1-2 mm, pagkatapos ang tinunaw na metal ay bumubuo ng isang tahi na may reverse influx, ang mga gilid ng pipe ay pantay na konektado sa bawat isa sa isang antas ng molekular. Ang isang puwang na mas mababa sa 1 mm ay mas mahirap na pagsamahin sa kalidad na ito. Ang pipeline ay unang nakolekta, pagkatapos ay konektado ang tubig. Ang mga indibidwal na elemento ng system ay sinuri ng mga espesyal na kagamitan para sa pagiging maaasahan ng crimping sa ilalim ng mataas na presyon.
Ang paghawak ng pangunahing mga pipeline ay ginagawa ng mga aparatong de-koryenteng arko. Ang pamamaraan ay ginagarantiyahan upang makatiis ang kinakailangang buhay kung natutugunan ang mga kondisyon ng proseso. Ang mga diameter ng pipe na mas mababa sa 50 mm sa mga kable ng mga bahay ay madalas na ginawa gamit ang mga kagamitan sa gas. Sa mga kondisyon ng limitadong puwang at kakulangan ng mga kwalipikasyon ng mga gumaganap na may mga kasanayan ng isang electric welder, ang pamamaraan na ito ay lalong kanais-nais.
Kapag ang pag-aayos ng gas welding ay ginagamit din nang mas madalas. Gayunpaman, kung imposibleng patayin ang suplay ng tubig, ang pamamaraan ay hindi ginagamit.Ang temperatura ng lugar na welded ay walang oras upang maabot ang ninanais na mga halaga. Ang tubig ay pinapalamig ang metal, ang isang maaasahang koneksyon ay hindi gagana. Ang tanging pagpipilian kapag ginagamit ang pamamaraang ito nang hindi isinara ang pangunahing suplay ay kung mayroong isang panloob na balbula ng shutoff sa itaas ng punto ng pagtagas, na nagpapahintulot sa kaluwagan ng presyon sa seksyong ito. Kung pinahihintulutan ng disenyo ng system ang pagbuo ng isang pagsisikip ng hangin, mayroong isang pagkakataon na may mataas na kalidad na hinang ng fistula.
Ang pangunahing pagkakaiba sa pagitan ng gas at electric arc na kagamitan ay sa pangalawang kaso hindi na kailangang painitin ang metal. Kinuha niya ang kinakailangang temperatura sa isang segundo na split.
Ang panganib ay mainit na singaw, ang pagpapakawala ng kung saan ay maaaring humantong sa mga pagkasunog. Hindi inirerekumenda na maghinang ng isang pipe na may mainit na tubig sa pamamagitan ng electric welding. Sa kaganapan ng isang tagumpay, maaaring maging kritikal ang mga kahihinatnan. Ang trabaho ay isinasagawa sa isang maskara, guwantes, oberols. Ang labis na kahalumigmigan ay mapanganib dahil sa panganib ng electric shock. Kapag nagsasagawa ng trabaho, kinakailangan na obserbahan ang pag-iingat sa kaligtasan kapag kumokonekta sa network, naglalagay ng mga cable.
Ang pag-aayos ng malamig na Cold welding
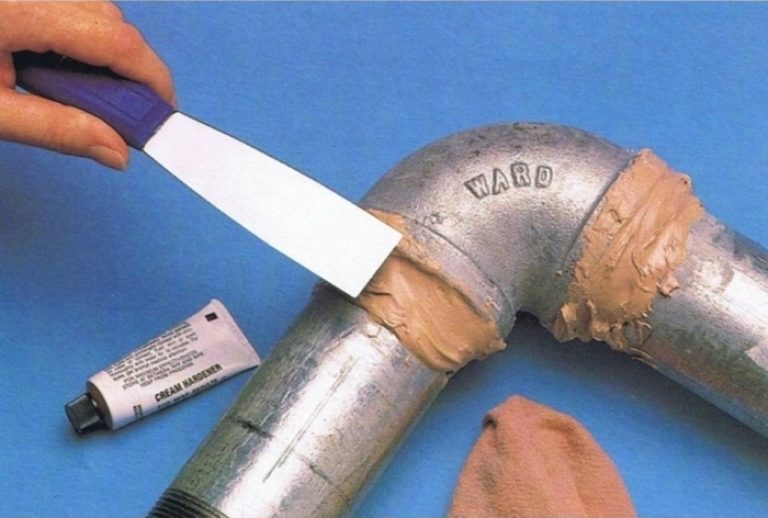
Ang mga pag-aayos ng kit para sa gamit sa bahay at propesyonal ay ibinebenta sa merkado at sa mga dalubhasang tindahan. Ang kemikal na komposisyon ng mga gamot na ito ay naiiba sa bawat isa, ngunit ang isang katangian na katangian ay ang kakayahang bumati nang hindi gumagamit ng karagdagang kagamitan. Ang masa ng plastik ay kneaded bago gamitin, na konektado sa hardener, pagkatapos ay inilapat sa fistula sa pipe. Ang lahat ng trabaho ay isinasagawa sa guwantes na goma. Sa isang banayad na estado, ang mga sangkap na hinangin ng malamig ay maaaring mapanganib sa balat.
Kapag nag-aayos ng mga butas sa isang system na may tubig, lumitaw ang isang malubhang problema. Ang pagkalastiko ng masa ay hindi posible upang mapaglabanan ang tinukoy na oras sa nais na lugar. Ang isang stream ng tubig ay sumisira sa malambot na komposisyon bago ito tumigas. Sa kasong ito, ang pagpipilian ng karagdagang pagpapalakas sa anyo ng isang pansamantalang bendahe, posible ang salansan. Matapos ihanda ang kinakailangang masa ng gamot, ito ay mai-clamp sa pagitan ng pipe at ang pampalakas na elemento para sa oras ng hardening. Maaari mong gamitin ang pabrika, clamp na gawa sa bahay at gasket na nag-aayos ng malamig na hinang. Cold welding para sa mga naka-pressurized na tubo ng sambahayan ay nangangailangan ng lubos na katumpakan at katumpakan.
Ang mga rekomendasyon ng mga tagagawa ng produkto ay ginagarantiyahan ang pag-aalis ng mga bitak at gaps sa mga tubo kapag ang suplay ng tubig ay naka-off, samakatuwid, kapag nagtatrabaho sa site na may presyon ng nagtatrabaho, espesyal na kawastuhan, pansin at kawastuhan ay kinakailangan. Ang mga tagubilin ay nagpapahiwatig ng oras ng pagpapagaling. Upang makatiis ito ay dapat na mahigpit. Ang polimerisasyon ay nangyayari mula sa 10 minuto hanggang isang oras.
Hindi inirerekumenda na ikonekta ang tubig depende sa uri ng malamig na hinang pagkatapos ng 8-24 na oras. Ang paggamit ng isang pansamantalang salansan ay hindi maaaring alisin pagkatapos ng polimerisasyon. Dapat mapaglabanan ang buong oras na inirerekomenda ng tagagawa.
Mga tampok ng manu-manong paghuhugas ng arko ng mga tubo na may tubig
 Ang kasiya-siyang pagkumpleto ng gawain ay maaari lamang malinaw na maunawaan ng gawain. Una sa lahat, kinakailangan upang suriin ang nasirang lugar. Ang mga panganib ng mga leaks ay higit na apektado ng mga welded na tubo kaysa sa walang tahi na mga analog. Isang fistula sa anyo ng isang porma ng crack sa kantong. Upang matukoy ang likas na pinsala, inirerekumenda na dumaan sa seksyon na ito kasama ang balat. Ito ay nakikita ang lugar ng fistula, ang laki, hugis nito.
Ang kasiya-siyang pagkumpleto ng gawain ay maaari lamang malinaw na maunawaan ng gawain. Una sa lahat, kinakailangan upang suriin ang nasirang lugar. Ang mga panganib ng mga leaks ay higit na apektado ng mga welded na tubo kaysa sa walang tahi na mga analog. Isang fistula sa anyo ng isang porma ng crack sa kantong. Upang matukoy ang likas na pinsala, inirerekumenda na dumaan sa seksyon na ito kasama ang balat. Ito ay nakikita ang lugar ng fistula, ang laki, hugis nito.
Ang isang partikular na kahirapan ay lumitaw kung ang pag-aayos ay kailangang gawin sa isang mahirap na maabot na lugar. Nangangailangan ng mga kasanayan, kaalaman ng mga espesyal na teknolohiya ng hinang. Ang mga bihasang manggagawa ay gumagamit ng salamin at isang electrode baluktot sa isang bahagyang anggulo upang mapadali ang operasyon. Ang isang espesyalista ay maaaring makilala sa pagitan ng tinunaw na metal at ang nagresultang slag. Ang isang walang karanasan na artist ay maaaring hindi mapansin ang mga nuances, at ang kalidad ng seam ay hindi sapat para sa matagal na paggamit.Ang nasabing pag-aayos ay tatagal ng isang taon o dalawa, kung gayon ang tubo ay tumagas. Mas mahusay ang pag-secure ng trabaho sa isang espesyalista.
Ang welding ng pipe ay itinuturing na isang kumplikadong operasyon. Ang mga kwalipikasyon ng isang master na nagtrabaho lamang sa pag-upa ng istruktura ng gusali ay maaaring hindi sapat. Sa presyon ng tubig, kumplikado ang operasyon. Ang kaganapang ito ay lubos na inirerekomenda bilang isang pansamantalang panukala.
Hindi nagbibigay ang GOST para sa pressure welding. Ang operasyon ay nagsasangkot ng pag-aalis ng emerhensiya ng aksidente. Sa unang pagkakataon upang i-off ang supply ng tubig, kinakailangan upang isagawa ang mga pangunahing pag-aayos, palitan ang nasira na lugar.