Ang mga kondisyon ng pagtatrabaho sa workshop ng welding ay lalong hindi kanais-nais para sa mga empleyado. Sa panahon ng hinang, ang hangin ay puspos ng mga oxides ng carbon, nitrogen, fluorine, at osono.
Mga gawain sa bentilasyon ng welding ng workshop
-
 Welding shop
Welding shopAng paggamit ng mga lokal na paraan (domes, suction, shelters) upang mabatak ang maximum na halaga ng mga nakakalason na impurities, na pumipigil sa pagkalat nito sa buong silid;
- Gamit ang pangkalahatang sistema ng bentilasyon ng workshop ng welding, linisin ang hangin ng mga dumi na kumakalat pa;
- Magbigay ng sariwang hangin upang mabawasan ang konsentrasyon ng mga nakakalason na impurities.

Ang sistema ng bentilasyon ng welding system
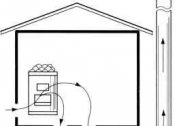
Ang isa sa mga pinakamahalagang puntos sa samahan ng bentilasyon ng workshop ng hinang ay ang pagtatayo ng isang lokal na tingga. Ang mas mahusay na katibayan na lugar, ang hindi gaanong nakakapinsalang sangkap ay papasok sa kapaligiran ng pagawaan.
Iyon ay, nabawasan ang kinakailangang lakas ng tambutso. Ang laki at kapangyarihan ng mekanismo ng tambutso ay apektado ng likas na katangian ng gawaing hinang. Kung higit sa lahat lutuin mo ang mga maliliit na bahagi at ginagawa ito sa parehong lugar, ang samahan ng bentilasyon ng istasyon ng welding ay magiging mas mura. Halos dalawang-katlo ng mga nakakalason na impurities ay nakunan gamit ang mga domes, ang natitira sa pamamagitan ng isang hood ng workshop. Ngunit kung sa panahon ng hinang kinakailangan na lumipat sa paligid ng isang malaking bagay, ang mga lokal na hood ay hindi epektibo.
Ang bentilasyon ng istasyon ng welding ay dapat na nilagyan ng malakas na mga sistema ng tambutso, 30% ng lakas ay dapat na idirekta sa itaas na tier ng pagawaan, at ang 70% sa mas mababa.
Pagkalkula ng bentilasyon ng shop ng welding
Ang pagkalkula ng bentilasyon sa industriya ng hinang ay batay sa bilang ng mga electrodes na ginagamit bawat oras. Kaya, nang manu-mano ang pag-welding, ang isang kilo ng mga electrodes ay nagkakahalaga ng mula 1.5 hanggang 4.5 libong metro kubiko ng hangin bawat oras. Kung ang welding ay isinasagawa ng isang semi-awtomatikong pamamaraan sa carbon dioxide, mula sa 1.7 hanggang 2 kubiko metro ng hangin bawat oras ay inilatag bawat kilo ng mga electrodes. Karaniwan, ang isang manggagawa ay gumagamit ng halos limang kilo ng mga electrodes bawat oras.
Para sa bentilasyon ng produksyon ng hinang, kinakailangan na kumuha ng mga malalakas na tagahanga, naka-install ang mga ito sa labas ng gusali sa mga espesyal na suporta. Ang mga ducts ng bentilasyon ay naka-mount mula sa mga tubo ng metal sa mga lugar na maa-access para sa pag-install at pinakamalapit sa lugar ng trabaho.
Kapag ang pag-install ng bentilasyon ng seksyon ng welding, mahalaga na iposisyon ang mga tubo ng suplay upang makuha nila ang lokasyon ng mga manggagawa at sa parehong oras ay mapadali ang pag-andar ng pag-agos ng maruming hangin.
Sa ilang mga kaso, ang isang filter ay nilagyan ng tambutso na bahagi ng bentilasyon ng seksyon ng welding. Pinapayagan ka nitong lumikha ng air recirculation sa pagawaan, nang hindi ibinabato ang nakakapinsalang mga impurities sa kapaligiran ng lungsod.