Ang mga welding heating pipes ay ang pangunahing paraan upang mag-ipon ng mga komunikasyon sa sambahayan at pang-industriya. Ang mga koneksyon ng ganitong uri ay hindi nangangailangan ng anumang pagpapanatili, tulad ng nakadikit o may sinulid, ngunit napapailalim sa pare-pareho ang thermal at mechanical stress. Batay dito, kailangan mong maingat na pumili ng mga tool, materyales at maingat na obserbahan ang teknolohiya ng hinang. Ang paglabag sa mga patakaran para sa pagsali sa metal ay humahantong sa hitsura ng mga basag at pag-unlad ng kaagnasan. Kung plano mong maisagawa ang pamamaraang ito gamit ang iyong sariling mga kamay, dapat mong maunawaan kung anong mga pamamaraan ang ginagamit upang hinangin ang pagpainit, pati na rin sa mga propesyonal na pamamaraan upang makamit ang isang de-kalidad at matibay na resulta.
Mga tool kit at kagamitan

Ang mga welding electric pipe ng tubo ay nagsisimula sa yugto ng paghahanda:
- Paghahanda ng panginoon. Kinakailangan na maayos na magbigay ng kasangkapan sa lugar ng trabaho, matiyak na ang mga hakbang sa kaligtasan ay sinusunod, at kung kinakailangan, basahin muli ang mga tagubilin para sa paghawak ng mga kagamitan at materyales. Upang mag-welding ang mga tubo na may electric welding, kinakailangan ang mga proteksiyong aparato. Kasama dito ang isang espesyal na suit ng fireproof (pantalon, dyaket, sumbrero na may livery), mask, sapatos at leggings. Kinakailangan na alagaan ang mahusay na bentilasyon.
- Paghahanda ng mga tool at materyales. Dapat pansinin ang pansin sa bawat maliit na bagay, dahil ang kaginhawaan ng trabaho at ang kalidad ng pangwakas na resulta ay nakasalalay dito.
Upang hinangin ang pagpainit, kailangan mo ng mga naturang tool at appliances:
- welding machine na may ekstrang may hawak;
- gilingan na may pagputol at paggiling mga disc;
- metal brush;
- papel de liha ng iba't ibang butil;
- martilyo;
- stock ng mga electrodes;
- vise;
- clamp;
- bakal o asbestos-semento sheet upang maprotektahan ang mga dingding mula sa mga patak ng metal at soot;
- tarpaulin upang takpan ang sahig.
Bago ang mga welding pipe sa pamamagitan ng electric welding, kinakailangan upang suriin ang pagsunod sa mga cable, socket at awtomatikong aparato sa kalasag na may mga tagapagpahiwatig ng handa na patakaran ng pamahalaan. Dapat silang maging sapat na malakas upang matiis ang mabibigat na pagkarga na kahit na ang mga kagamitan sa sambahayan ay lumilikha.
Teknolohiya ng Welding ng plastik na pipe

Unti-unting inilipat ng polypropylene ang bakal, dahil sa medyo mababang gastos mayroon itong isang bilang ng mga positibong katangian. Ang mga plastik na pipeline ay idinisenyo para sa mataas na presyon, ay magaan, makinis na panloob na pader at mahusay na hitsura. Ngunit ang pipeline ay epektibong matutupad ang mga pag-andar nito kung ang lahat ng mga kasukasuan ay malakas at mahigpit. Dapat tandaan na kapag ang pagpasa ng mainit na tubig sa temperatura na higit sa 110 degree, ang polimer ay nagiging malambot at nagsisimulang tumaas ang laki. Samakatuwid, para sa pag-install ng pag-init, ang mga produkto lamang na reinforced na may fiberglass o aluminyo foil ang ginagamit.
Ang isang espesyal na paghihinang iron ay ginagamit upang ikonekta ang mga link. Ang aparato ay dobleng panig, sa isang dulo ng nozzle para sa panlabas, at sa iba pa para sa panloob na pagpainit ng mga bahagi ng pag-upa.
Upang ikonekta ang mga ito, ginagamit ang mga sumusunod na fittings:
- pagkabit;
- adapter;
- mga anggulo;
- mga tees;
- mga krus;
- may sinulid na mga flanges para sa koneksyon sa isang baterya ng pag-init.
Kapag ang mga paghahatid ng polypropylene na komunikasyon, ginagamit ang prinsipyo ng pagsasabog sa ilalim ng impluwensya ng pag-init. Ang mga gilid ng mga katabing link ay natutunaw, ang sangkap ay naghahalo at bumubuo ng isang monolithic compound.
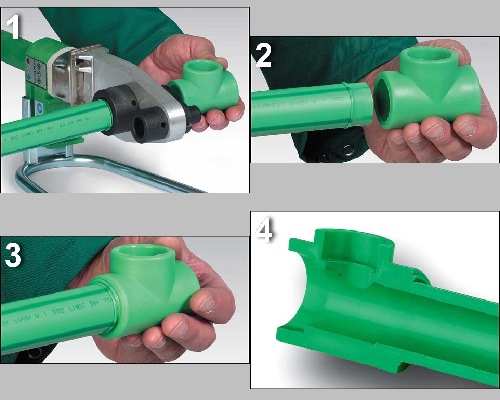
Ang proseso ng hinang mga bahagi ng polimer ay isinasagawa ayon sa pamamaraang ito:
- Pagguhit ng isang pipait na sistema ng pag-init.
- Ang mga nakakita ng mga workpieces ng isang tiyak na haba. Ang isang pagwawasto ay ginawa para sa dami ng paglulubog ng pipe sa mga angkop na butas at ang mga sukat ng mga kabit mismo.
- Pinapainit ang panghinang na bakal hanggang sa magagaan ang berdeng tagapagpahiwatig. Ito ay katibayan na ang pagpupulong ay maaaring magsimula.
- Ang paglakip ng mga bahagi sa aparato sa mga nozzle ng kaukulang diameter. Kailangan nilang painitin alinsunod sa mga pahiwatig ng talahanayan na kung saan ang kagamitan ay nilagyan.
- Ang koneksyon sa tubo at agpang. Ginagawa ito nang mahigpit sa isang direksyon, hanggang sa ang panloob na bahagi ay nananatili laban sa pag-lock ng protrusion sa angkop. Imposibleng i-on ang mga produkto, upang ilipat ang mga ito pabalik-balik. Pinapayagan ang pagwawasto ayon sa anggulo ng docking.
- Palamig. Kinakailangan upang mapaglabanan ang kasukasuan sa isang static na posisyon hangga't inireseta sa mga tagubilin para sa aparato. Pagkatapos lamang nito ay maaaring magpatuloy ang pagpupulong.
Hindi tulad ng metal, ang mga tubo ng polimer ay nangangailangan ng suporta para sa patayo at pahalang na pagtakbo. Bawat 100-150 cm ang mga ito ay naayos sa mga dingding na may mga spacer ng plastik. Pagkatapos ng pagpupulong, ang mga komunikasyon na polypropylene ay hindi nangangailangan ng karagdagang pagtatapos at kasunod na pagpapanatili.
Teknolohiya ng Welding ng Metal pipe

Upang gawing matatag at mahigpit ang koneksyon, kinakailangan upang ihanda ang mga detalye ng system bago i-install. Dapat mong suriin ang gabi ng mga gilid, chamfer at giling ang metal sa layo na 10 mm mula sa hiwa. Pagkatapos nito, kinakailangan upang gamutin ang mga nalinis na lugar na may isang solvent upang mabawasan ang mga ito.
Upang magwelding ng mga tubo para sa iba't ibang mga layunin, ang mga electrodes na may mga sumusunod na komposisyon ng patong ay ginagamit:
- rutilic acid (RA) - para sa pag-install ng malamig at mainit na tubig sa komunal na globo;
- rutile (RR) - para sa pagpupulong ng mga sistema ng pag-init na nagpapatakbo sa ilalim ng mataas na presyon;
- rutile-cellulose (RC) - ginamit sa mga istruktura na nangangailangan ng mataas na pagiging maaasahan ng mga kasukasuan;
- unibersal (B) - para sa pagpupulong ng lahat ng mga uri ng mga pipeline sa sektor ng tirahan at sa paggawa.

Maaari kang magluto ng mga tubo ng metal gamit ang mga naturang teknolohiya:
- Electric hinang. Ito ay isinasagawa nang manu-mano o gamit ang isang awtomatikong makina. Ang prinsipyo ng operasyon ay batay sa paglikha ng isang elektronikong arko na nagmula sa isang maikling circuit. Ang prosesong ito ay sinamahan ng pagpapalabas ng isang malaking halaga ng init, na nagiging sanhi ng pagtunaw ng metal. Upang lumikha ng isang tahi, ginagamit ang pagtunaw o di-mailalabas na mga electrodes.
- Gas welding. Ang mga kasukasuan ng pipe ay natutunaw sa ilalim ng impluwensya ng isang nasusunog na gas, nang sabay-sabay sa pagpapataw ng metal dito, na gumaganap ng pag-andar ng isang pagkabit. Ang isang monolithic joint ay nabuo sa pagkakaroon ng isang homogenous na istraktura na may katabing mga bahagi.
- Cold welding. Ang pamamaraang ito ay ginagamit kapag ang pag-install ng mga mababang mga pipeline ng presyon o pag-aayos ng mga ito sa mga lugar na mahirap abutin. Ang kakanyahan ng pamamaraan ay upang balutin ang isang bendahe sa paligid ng katok na babad sa mabilis na setting ng malagkit.
Ang pagpili ng pagpipilian ay tama kung natutugunan nito ang mga katangian ng system at ang mga katangian ng coolant.
Pag-uuri ng weld

Ang kasukasuan ay maaaring maging serbesa sa iba't ibang paraan batay sa mga tampok ng disenyo at ang kapal ng metal na naproseso.
Mayroong isang pag-uuri ng mga welds:
- Sa hitsura - flat (normal), humina (malukot) at pinalakas (matambok).
- Sa haba - solid (tuloy-tuloy, sarado), walang tigil (sa pamamagitan ng mga puntos, mga segment). Ayon sa haba ng mga seams ay nahahati sa maikli (hanggang sa 25 cm), daluyan (26-100 cm) at mahaba (higit sa 101 cm).
- Sa pamamagitan ng pagpapatupad - pahalang (sa patayong mga seksyon), patayo (sa pahalang na tumatakbo), kisame (kapag ang kasukasuan ay ginawa mula sa ibaba), mas mababa (elektrod sa tuktok ng tahi).
- Ayon sa kasalukuyang pagsisikap - sumiklab (kasama ang axis), pangharap (sa buong axis), pahilig (sa kabuuan), pinagsama (pinagsama ng mga uri).
- Sa pamamagitan ng bilang ng mga layer at sipi - solong-layer (isang pass) at multilayer (maraming mga pass).
Gamit ang tamang pag-install ng sistema ng pag-init, ang lahat ng nasa itaas na mga kasukasuan ay maaaring gawin. Kung kinakailangan, ang welding ay isinasagawa rin mula sa loob ng mga tubo.
Ang mga pangunahing uri ng mga welded joints
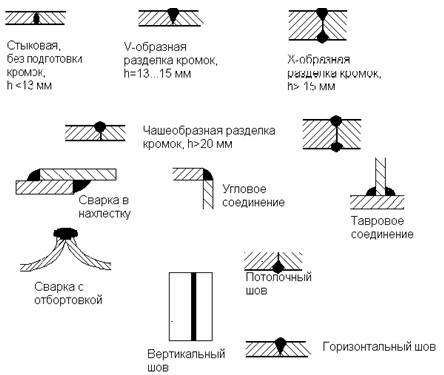
Sa lokasyon sa espasyo, ang mga seams ay nahahati sa mga sumusunod na uri:
- angular - ang mga bahagi ay nasa isang anggulo;
- Tauri - koneksyon ng dulo at gilid ng mga elemento;
- puwit - ang mga tubo ay konektado sa isang eroplano;
- lapping - ang mga bahagi ay magkakapatong sa bawat isa;
- pagtatapos - katabi ng mga gilid ng gilid ng mga fragment.
Sa kurso ng trabaho, pinipili ng master ang pinaka-maginhawang pamamaraan ng mga welding na bahagi na pinaka-maginhawa para sa kanyang sarili at nakakatugon sa mga kondisyon ng teknikal.


