Ang paglikha ng isang maaasahang contact sa koryente kapag ang pag-install ng cable ay hindi ganoon kadali. Ito ay totoo lalo na para sa mga wire ng aluminyo: dahil sa mga pisikal na katangian ng metal, maaaring lumitaw ang mga problema kapag kumokonekta sa kanila.
Mga tampok ng mga wire ng aluminyo
Ayon sa pamantayan ng PUE, ipinagbabawal na gumamit ng mga conductor ng aluminyo sa panahon ng pag-install sa tirahan.
Ang kawad ng aluminyo ay isang murang solusyon, na may isang pagkakasunud-sunod ng mas mababang presyo kaysa sa tanso. Ito ay hindi napapailalim sa kaagnasan, dahil agad itong natatakpan ng isang makapal na film na oxide. Mayroon itong isang mababang tukoy na gravity.
Ang pangunahing kawalan ay ang mababang electrical conductivity ng aluminyo. Ito ay 37.9 μS × m, na halos dalawang beses na mas masahol kaysa sa tanso, na may 59.5 μS × m. Ang mababang kakayahang umangkop ng konduktor ay imposible na mai-install sa mga lugar kung saan ito ay sumailalim sa paulit-ulit na stress ng makina.
Mayroong apat na uri ng mga koneksyon sa wire: crimping, compression, welding, paghihinang. Ang mga crimping sleeves at terminal blocks ay nagbibigay ng madali at mabilis na pag-install ng cable sa mga lugar kung saan hindi kinakailangan ang mataas na mekanikal na pagtutol. Ang pag-aayos at welding ay magbibigay ng pinaka matibay at maaasahang koneksyon, ngunit nangangailangan ng kasanayan at ang paggamit ng mga espesyal na tool.
Pamamaraan ng pagpindot
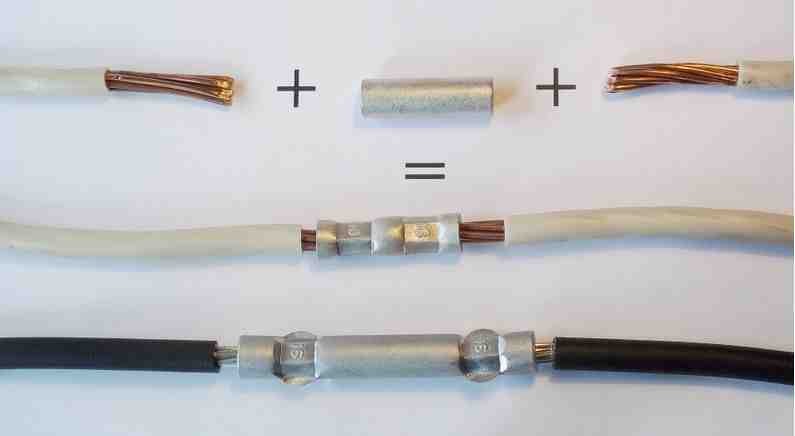
Ang pagpindot ay isinasagawa sa tulong ng isang espesyal na manggas na kung saan dinala ang mga ugat, pagkatapos kung saan sila ay crimped sa isang espesyal na tool - isang crimper. Ang mga manggas ay nag-iiba sa diameter, haba at materyal. Kapag nag-install ng cable, tanging ang mga aluminyo o tanso na manggas ay dapat gamitin. Gamit ang mga elemento ng tanso, maaari mong ikonekta ang parehong aluminyo at aluminyo, at tanso na may mga wire ng aluminyo.
Kapag kumokonekta sa mga conductor ng aluminyo, ang mga manggas na tanso ay hindi dapat gamitin. Ang dalawang metal na ito ay bumubuo ng isang pares ng galvanic, na humahantong sa pinabilis na pagkasira ng aluminyo.
Upang ikonekta ang mga cores na may iba't ibang mga seksyon, ginagamit ang mga espesyal na manggas na may iba't ibang mga diameter ng inlet.
Ang tamang pagpili ng diameter ng manggas ay protektahan laban sa sobrang pag-init ng seksyon ng kadena. Ang isang mas malaking diameter ay magbibigay ng isang maliit na lugar ng contact at isang pagtaas sa paglaban. Kung ang cross-section ng manggas ay mas maliit, kinakailangan upang mabawasan ang cross-section ng mga cores, na negatibong nakakaapekto rin sa mga conductive na katangian.
Paraan ng compression

Kapag ang mga kable ng isang cable sa isang kahon ng kantong, ang hindi sinasadyang pakikipag-ugnay sa mga kapitbahay na mga cores ay labis na hindi kanais-nais. Para sa layuning ito, ang mga bloke ng terminal ay ginagamit.
Ang terminal ay isang insulated na manggas kung saan nakapasok ang mga cores. Sa loob, alinman sa isang tornilyo o isang tagsibol ay ginagamit para sa pag-aayos.
Kung inilaan itong mag-install ng isang stranded wire, kinakailangang gupitin ito ng isang espesyal na manggas bago i-install ito sa terminal, na mapapabuti ang pakikipag-ugnay at mabawasan ang posibilidad ng pag-clamping.
Ang paggamit ng mga terminal na may koneksyon sa tornilyo, kinakailangan upang malinaw na kontrolin ang puwersa ng clamping upang maiwasan ang pagputol ng core na may isang tornilyo at ang kasunod na pagkawasak nito. Ang disbenteng ito ay tinanggal ng mga block block ng Wago. Sa kanila, ang mekanismo ng pag-aayos ng ugat ay isang tanso na plato at isang tagsibol. Ang paggamit ng tanso sa komposisyon ay ginagawang posible upang ligtas na ikonekta ang mga cable ng iba't ibang mga metal.
Paraan ng welding

Nagbibigay ang welding ng pinakamahusay na contact sa koryente. Dahil sa homogeneity ng nakuha na tambalan, walang problema ng pagtaas ng pagtutol ng seksyon ng circuit.
Ginagamit ang isang welding machine na may lakas na output hanggang 1 kW at isang adjustable boltahe sa saklaw ng 14–20 V. Ang welding ay itinuturing na matagumpay kung ang isang patak ay nabuo sa dulo ng twist at tinatayang katumbas ng twist sa diameter.
Kapag hinang sa dulo ng iuwi sa ibang bagay ay isinasagawa ng isang conductor ng carbon. Ang oras ng pagkakalantad ay hindi dapat lumagpas sa 2 segundo.
Mayroong isang pagpipilian para sa mga wire ng welding ng gas. Ang isang film na oxide ay tumigil na mabuo sa isang gas na hindi mabangong hangin, na lubos na nagpapadali sa proseso, ngunit kinakailangan ang mga tukoy na kaalaman at kagamitan.
Paraan ng pag-aayos

Bago ang pagtusok sa ibabaw alisin ang film na oxide. Maaari itong gawin pareho sa pamamagitan ng mekanikal na pagkilos, halimbawa, papel de liha o isang brush na may bristles ng metal, o paggamit ng isang espesyal na kemikal - pagkilos ng bagay. Ito ay isang puting pulbos na natutunaw sa tubig, pagkatapos nito ay inilalapat sa mga dulo ng mga de-latang ugat.
Ang oksihenasyon ng aluminyo sa hangin ay nangyayari sa loob ng ilang segundo, upang hindi posible na alisin ang mga oxides sa pamamagitan ng mekanikal na pagkilos. Inirerekomenda na pagsamahin ang paggamit ng flux at paglilinis ng ibabaw.
Kung ang dalawang wires ay soldered, isang 60 W ang paghihinang bakal ay sapat. Para sa mga wires na may isang malaking seksyon ng krus at kapag ang paghihinang ng maraming kulay ng twist, kailangan mo ng isang panghinang na bakal na may lakas na 150 watts o higit pa.
Ang tin sa panghinang ay dapat na hindi bababa sa 50%. Maaari kang kumuha ng panghinang na may 60-90% na nilalaman.
Soldering aluminyo sa mga hakbang:
- Degrease ang ibabaw. Angkop na gasolina, alkohol. Ito ay payat ang pelikulang oksido.
- I-lock ang mga cores sa kinakailangang posisyon.
- Mag-apply ng pagkilos ng bagay. Tiyaking nakapasok siya sa kantong ng mga kable.
- Mainit ang lugar ng pag-twist sa isang paghihinang bakal o gas burner. Sa huling kaso, ito ay nagkakahalaga ng pag-iingat, dahil ang metal ay nag-iinit nang mabilis at maaaring matunaw.
- Palibutan ang kantong. Dahan-dahang kuskusin ang panghinang ng isang bakal na panghinang hanggang lumitaw ang isang pantay na makintab na pelikula.
Ang isang maayos na naproseso na ibabaw ay nakakakuha ng isang katangian na metal na kinang. Imposibleng maiwasan ang paglitaw ng mga impluwensya at hindi nabuong mga lugar.
Ang panghinang ng tin ay napapailalim sa kaagnasan, kaya ang natapos na kasukasuan ay barnisan.
Kapag nagtatayo ng mga wires, kung inaasahan na gumana sa mahirap na mga kondisyon, ang pinakamahusay na paghihinang o welded joints ay pinakamahusay na gagana. Sa pang-araw-araw na buhay, para sa mga cable na hindi napapailalim sa mekanikal na stress, ang crimping na may isang manggas ay lubos na angkop.


