Anslutningen av polymervattenledningar till en enda motorväg utförs på två sätt: med hjälp av kopplingselement (beslag) eller genom lödning. Det senare alternativet är mer ekonomiskt - inget behov av att köpa ytterligare delar. Men det kräver ett speciellt verktyg. Om du känner till svårigheterna med svetsning är det realistiskt att loda plaströr för vattenvattentillförsel på rätt sätt med dina egna händer, utan specialister. Det sparar också din familjebudget.
Arbetsverktyg

För att ansluta plast- och propylenelement används metoden för termisk diffusion - fusion vid uppvärmning med en speciell lödkolv. Det skiljer sig från ett enkelt lödverktyg genom att det inte använder kopparelektroder, utan stålmunstycken. De är fixerade i hålen på lödjärnets värmeelement. Temperaturkontroll utförs med en termostat placerad på kroppen.
För att arbeta med rörelement av polyeten eller polypropylen behöver du dessutom:
- mätinstrument - måttband, linjal, kvadrat, nivå;
- special sax eller rörskärare;
- avfettningsvätska.
Dessutom är det värt att förbereda finkornigt sandpapper eller en tunn fil. De hjälper till att göra skivorna perfekt jämna.
Säkerhetsåtgärder
När du arbetar med lödkolv måste du följa säkerhetsföreskrifter. Om du inte gör det kommer det att påverka vidhäftningskvaliteten negativt och kan orsaka skador och brännskador.
Följ dessa riktlinjer:
- Placera den heta lödkolven endast på stativet.
- Använd handskar för att skydda händerna mot brännskador.
- Arbetet utförs i ett väl ventilerat område eftersom polymermaterial avger skadliga ämnen vid uppvärmning.
Munstyckena har en teflonbeläggning, vilket undviker uppkomsten av kolavlagringar. I slutet av varje svetsprocess måste den återstående polymeren tas bort med en träspatel. Rengöring av kylda munstycken är inte tillåtet, eftersom det kan leda till skador på beläggningen och skador på lödjärnet.
Funktioner i lödvattenledningar

Innan du börjar måste du välja rätt teknik. För anslutning används tre lödmetoder:
- Muftovy. I detta fall införs kopplingar mellan de anliggande delarna. Det speciella med processen är att endast själva anslutningselementen värms upp. Vanligtvis används metoden för rör med ett litet och medelstort tvärsnitt.
- Klockformad. Begagnade munstycken med olika diametrar. Delarnas ändar skärs i en vinkel på 90 grader och rengörs och sättes sedan in i munstycket i motsvarande sektion. Under lödningen värms de två elementens ändar upp, smälter och sammanfogas. Efter sammanfogningen kan delarna inte vridas.
- Stånga. Samtidigt kokas ändarna på två segment över hela planet. Det används för att ansluta stora rör - med en diameter på mer än 5 cm och en väggtjocklek på 0,4 cm.
Om det är nödvändigt att löda de förstärkta rören behöver du ett specialverktyg - en rakapparat. Det behövs för att rengöra röret från aluminium, vilket är dolt under den övre polymerbeläggningen. Därefter utförs svetsning av rör enligt standardmetoden.
Ibland krävs gängade delar i rörledningssektionen. En sådan koppling kan lödas till korsningen av ett lämpligt rör. Lödrör bör endast utföras vid en positiv omgivningstemperatur.
Svetssekvens
Först måste du förbereda rören själva.De är indelade i segment med önskad storlek, justera och polera ändarna, torka av lederna med en avfettningsvätska.
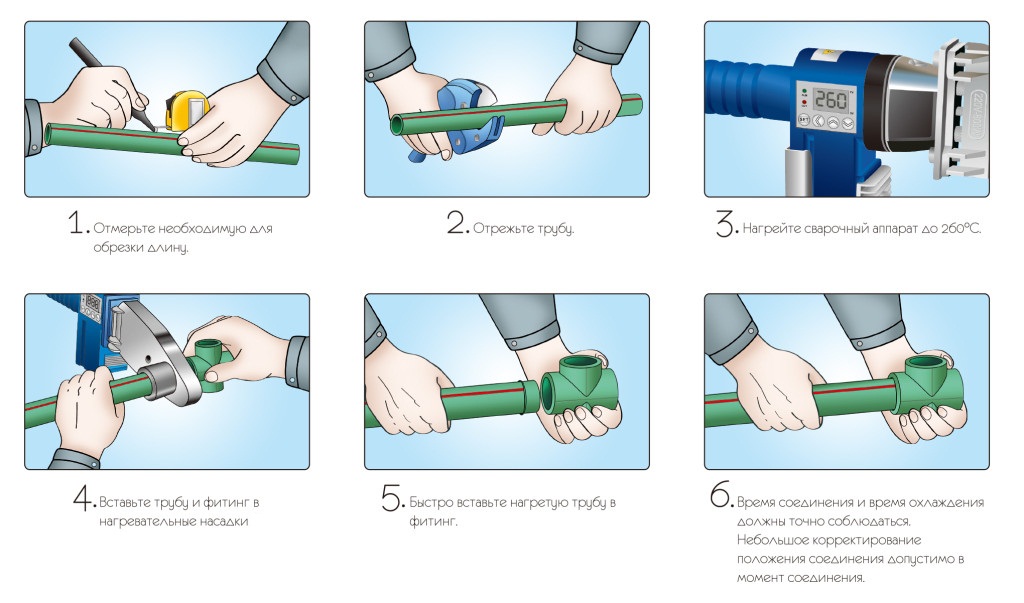 Lödkolven är installerad på en plan yta, fäst munstycken med polymerdelar: en eller flera. Med standardanordningar kan du ställa in munstycken för två rör och två kopplingar samtidigt, vilket påskyndar konstruktionsprocessen för konstruktionen.
Lödkolven är installerad på en plan yta, fäst munstycken med polymerdelar: en eller flera. Med standardanordningar kan du ställa in munstycken för två rör och två kopplingar samtidigt, vilket påskyndar konstruktionsprocessen för konstruktionen.
Välj önskad uppvärmning med hjälp av en temperaturregulator med tanke på skillnaden i denna indikator för polymerer. Du kan specificera vilka specifika rör du lödar genom att markera på själva produkten. För polypropylen- och polyvinylkloridrör (PP och PVC) utförs uppvärmning upp till 260 grader, för polyeten (HDPE) - upp till 220 grader. De uppvärmda elementen är anslutna till varandra genom att sätta in röret i uttaget, kopplingen eller genom att förena segmentens ändar.
Beroende på tvärsnittet bestäms smälttiden efter att den erhållna temperaturen erhållits:
| Produktdiameter (mm) | Tid att värmas till önskad temperatur (sek) | Lödperiod (sek) | Kyltid (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
När fogen har svalnat, kontrollera att det utförda arbetet är korrekt. Det lodda partiets täthet kontrolleras genom att blåsa och passera vatten. Om fogens söm är gjord dåligt skärs svetsstället av och svetsarbetet utförs igen.
Lödning på otillgängliga platser och hörn

Vid behov kan rör svetsas i vinkel. För detta används speciella vinkelförbindningar. Vinkelstyrning böjningsgraden. Köp produkter från en tillverkare, detta garanterar hög vidhäftning av de anslutna elementen.
Svetsning på svåråtkomliga platser för lekmän är svårt. När du arbetar under taket måste lödapparaten hänga på en krok. Ibland är det nödvändigt att byta ut en del i ett befintligt vattenförsörjningssystem: i händelse av skador genom vilket vattnet droppar eller stark blockering. Det enklaste sättet är att löda de gängade beslagen på de platser där det är bekvämt att göra det, och redan lägga en rördel på dem.
Det är möjligt att löda ett polypropylenrör om vatten droppar genom en liten spricka med hantverkssvetsning. Gapet stängs av materialet från vilket röret är tillverkat. En het spik eller skruvmejsel appliceras på den defekta platsen. Den smälta polymeren är belagd med ett hål. Men detta är ett tillfälligt alternativ, det skadade området måste fortfarande bytas ut.
Under en kort tid kan polymerprodukten förseglas med en industriell hårtork. Skarven värms tills materialet mjuknar. En klämma läggs på röret och dras åt ordentligt.
Möjliga misstag
 Ofta fel som leder till uppkomsten av defekta noder under sammansättningen av rörledningen från polymerer:
Ofta fel som leder till uppkomsten av defekta noder under sammansättningen av rörledningen från polymerer:
- arbeta med orenade skivor;
- grovheten hos de anslutande delarna;
- felaktig inriktning av de anslutna elementen;
- för mycket kraft vid dockning;
- ofullständigt införing av röret i armaturen;
- liten eller överdriven uppvärmning av de svetsade delarna;
- närvaron av ett förstärkande skikt;
- ändra elementens position efter att plasten har kylts;
- användning av ett lödkolv med munstycken förorenade med polymer;
- rengöring av kylda munstycken och efterföljande användning av delar med ett skadat teflonlager.
Ibland på högkvalitativa material ger svår överhettning inte visuella yttre defekter. Men samtidigt sker det en inre deformation när den uppvärmda plasten blockerar den inre passagen. Detta leder till snabb igensättning och blockering av vattenflödet.
Förutom varmlödning används också en kallsvetsmetod. Tekniken involverar användningen av ett speciellt lösningsmedel som en aktiv lödkomponent, vilket mjukar upp strukturen hos polymeren. På grund av dess komplexitet har metoden inte vunnit så stor popularitet.


