Svetsning av värmerör är det huvudsakliga sättet att montera hushålls- och industrikommunikation. Anslutningar av denna typ kräver inget underhåll, som limmade eller gängade, men utsätts för konstant termisk och mekanisk påkänning. Baserat på detta måste du noggrant välja verktyg, material och noggrant följa svetsningstekniken. Brott mot reglerna för sammanfogning av metallen leder till uppkomsten av sprickor och utveckling av korrosion. Om du planerar att utföra denna procedur med dina egna händer, bör du förstå vilka metoder som används för att svetsa uppvärmningen, samt med professionella tekniker för att uppnå ett högkvalitativt och hållbart resultat.
Verktygssats och utrustning

Svetsning av elektriska värmerör startar med förberedelsefasen:
- Förberedelse av befälhavaren. Det är nödvändigt att utrusta arbetsplatsen ordentligt, se till att säkerhetsåtgärder följs och om nödvändigt läsa igenom instruktionerna för hantering av utrustning och material. För att svetsa rören med elektrisk svetsning krävs skyddsanordningar. Dessa inkluderar en speciell brandsäker kostym (byxor, jacka, hatt med livkläder), en mask, skor och leggings. Det är nödvändigt att ta hand om god ventilation.
- Beredning av verktyg och material. Var uppmärksam på varje liten sak, eftersom bekvämligheten med arbetet och kvaliteten på det slutliga resultatet beror på detta.
För att svetsa uppvärmningen behöver du sådana verktyg och apparater:
- svetsmaskin med reservhållare;
- slipmaskin med skär- och slipskivor;
- metallborste;
- sandpapper av olika korn;
- hammare;
- lager av elektroder;
- skruvstycke;
- klämmor;
- stål- eller asbestcementplåtar för att skydda väggarna mot droppar av metall och sot;
- presenning för att täcka golvet.
Innan svetsning av rör med elektrisk svetsning är det nödvändigt att kontrollera överensstämmelse av kablar, uttag och automatiska enheter i skölden med indikatorerna för den förberedda apparaten. De måste vara tillräckligt kraftfulla för att motstå den tunga belastningen som även hushållsutrustning skapar.
Plaströrsvetsningsteknik

Polypropylen förskjuter gradvis stål, eftersom det till en relativt låg kostnad har ett antal positiva egenskaper. Plaströrledningar är konstruerade för högt tryck, är lätta, släta innerväggar och utmärkt utseende. Men rörledningen kommer effektivt att uppfylla sina funktioner om alla leder är starka och täta. Man bör komma ihåg att när varmvatten passerar vid temperaturer över 110 grader blir polymeren mjuk och börjar öka i storlek. För installation av uppvärmning används därför endast produkter som är förstärkta med glasfiber eller aluminiumfolie.
En speciell lödkolv används för att ansluta länkarna. Enheten är dubbelsidig, på den ena änden av munstycket för yttre och på den andra för intern uppvärmning av parningsdelar.
För att ansluta dem används följande beslag:
- kopplingar;
- adaptrar;
- vinklar;
- tees;
- går över;
- gängade flänsar för anslutning till ett värmebatteri.
Vid lödning av polypropylenkommunikation används principen om diffusion under påverkan av uppvärmning. Kanterna på angränsande länkar smälter, ämnet blandas och bildar en monolitisk förening.
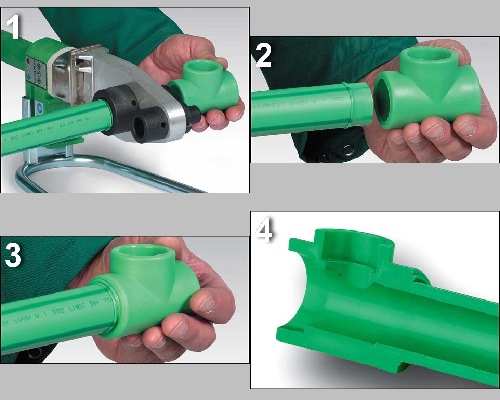
Processen att svetsa polymerdelar utförs enligt denna teknik:
- Utarbeta ett rörsystem för värmesystem.
- Sågningsstycken av en viss längd. En korrigering görs för mängden rörledningar i rörhålen och dimensionerna på själva beslagen.
- Värm upp lödkolven tills den gröna indikatorn tänds. Detta är bevis på att montering kan börja.
- Fäst delar på enheten på munstycken med motsvarande diameter. De måste värmas i enlighet med indikationerna på tabellen som utrustningen är utrustad med.
- Rör och montering. Detta görs strikt i en riktning, tills den inre delen ligger an mot det låsande utsprånget i beslaget. Det är omöjligt att vända produkter, flytta dem fram och tillbaka. Korrigering enligt dockningsvinkeln är tillåten.
- Kyl. Det är nödvändigt att motstå skarven i ett statiskt läge så länge som föreskrivs i instruktionerna för enheten. Först då kan monteringen fortsätta.
Till skillnad från metall behöver polymerrör stöd för vertikala och horisontella rörelser. Varje 100-150 cm är de fixerade på väggarna med plastavstånd. Efter montering behöver inte polypropenkommunikation ytterligare efterbehandling och efterföljande underhåll.
Metal Pipe Welding Technology

För att göra anslutningen stark och tät är det nödvändigt att förbereda systeminformationen innan installationen. Kontrollera kantens jämnhet, avfasa och slipa metallen på ett avstånd av 10 mm från skäret. Efter detta är det nödvändigt att behandla de rengjorda platserna med ett lösningsmedel för att avfettas.
För att svetsa rör för olika ändamål används elektroder med följande beläggningskomposition:
- rutilic acid (RA) - för installation av kallt och varmt vatten i den gemensamma sfären;
- rutil (RR) - för montering av värmesystem som arbetar under högt tryck;
- rutilcellulosa (RC) - används i strukturer som kräver hög tillförlitliga leder;
- universal (B) - för montering av alla typer av rörledningar i bostadssektorn och i produktion.

Du kan laga metallrör med sådan teknik:
- Elektrisk svetsning. Det utförs manuellt eller med en automatisk maskin. Funktionsprincipen bygger på skapandet av en elektronisk båge som härrör från en kortslutning. Denna process åtföljs av frigörandet av en stor mängd värme, vilket orsakar smältning av metallen. För att skapa en söm används smältande eller icke förbrukningsbara elektroder.
- Gassvetsning. Rörfogarna smälter under påverkan av en brinnande gas, samtidigt som metall påförs den, och fungerar som en koppling. En monolitisk fog bildas med en homogen struktur med intilliggande delar.
- Kallsvetsning. Den här metoden används när du installerar lågtrycksledningar eller reparerar dem på svåråtkomliga platser. Kärnan i metoden är att linda ett bandage runt banan som blöts i snabbinställningslim.
Valet av alternativ är korrekt om det uppfyller systemets egenskaper och kylvätskans egenskaper.
Svetsklassificering

Skarven kan bryggas på olika sätt baserat på designegenskaperna och tjockleken på metallen som bearbetas.
Det finns en sådan klassificering av svetsar:
- Utseende - platt (normal), försvagad (konkav) och förstärkt (konvex).
- I längd - fast (kontinuerlig, stängd), diskontinuerlig (av punkter, segment). Enligt sömmarnas längd delas upp i korta (upp till 25 cm), medelstora (26-100 cm) och långa (mer än 101 cm).
- Genom utförande - horisontellt (på vertikala sektioner), vertikalt (på horisontella körningar), tak (när fogen är gjord underifrån), nedre (elektrod på toppen av sömmen).
- Enligt den aktuella ansträngningen - flank (längs axeln), frontal (över axeln), sned (över), kombinerad (kombination av typer).
- Med antalet lager och passager - enkellager (ett pass) och flerskikt (flera pass).
Med rätt installation av värmesystemet kan alla ovanstående fogar göras. Vid behov utförs även svetsning från rörets insida.
De viktigaste typerna av svetsade leder
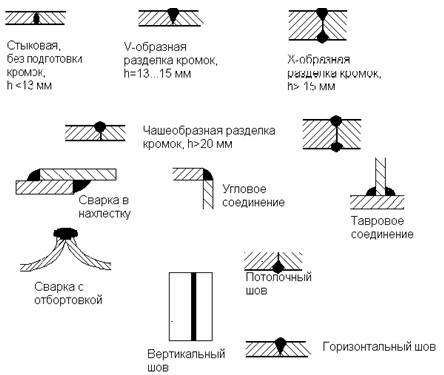
På platsen i rymden är sömmarna indelade i följande typer:
- vinkel - delar är i vinkel;
- Tauri - anslutning av slutet och sidan av elementen;
- bak - rör är anslutna i ett plan;
- lapping - delar överlappar varandra;
- slut - ansträngning av sidoytorna på fragment.
Under arbetet väljer befälhavaren den mest praktiska metoden att svetsa delar som är mest bekväm för sig själv och uppfyller de tekniska villkoren.


