Att skapa en tillförlitlig elektrisk kontakt när du installerar kabeln är inte så enkelt som det verkar. Detta gäller särskilt för aluminiumtrådar: på grund av metallens fysiska egenskaper kan det uppstå problem när du ansluter dem.
Funktioner i aluminiumtrådar
Enligt PUE-standarderna är det förbjudet att använda aluminiumledare under installationen i bostadslokaler.
Aluminiumtråd är en billig lösning som har en ordning med en storlek på lägre pris än koppar. Den utsätts inte för korrosion, eftersom den omedelbart täcks med en tjock oxidfilm. Den har en låg specifik vikt.
Den största nackdelen är den låga elektriska ledningsförmågan hos aluminium. Det är 37,9 μS × m, vilket är nästan två gånger sämre än koppar, som har 59,5 μS × m. Ledarens låga flexibilitet gör det omöjligt att installera på platser där den utsätts för upprepad mekanisk spänning.
Det finns fyra typer av trådanslutningar: krympning, kompression, svetsning, lödning. Krymphylsor och terminalblock ger enkel och snabb installation av kabeln på platser där högt mekaniskt motstånd inte behövs. Lödning och svetsning ger den mest hållbara och pålitliga anslutningen, men kräver skicklighet och användning av specialverktyg.
Tryckmetod
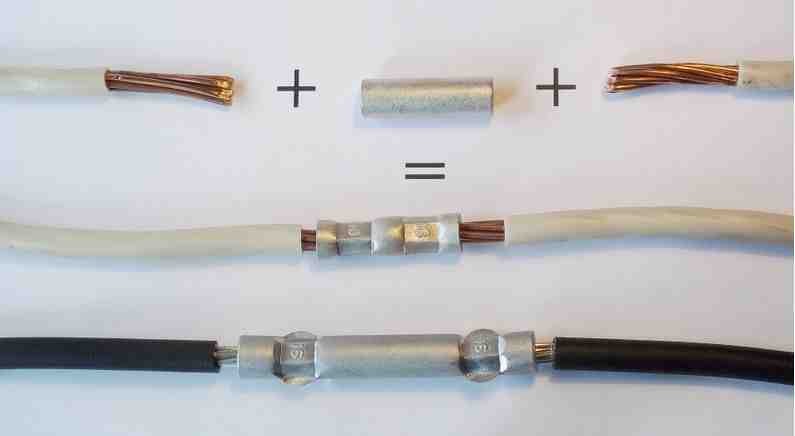
Pressning utförs med hjälp av en speciell hylsa i vilken venerna är lindade, varefter de pressas in med ett speciellt verktyg - en krimp. Ärmarna varierar i diameter, längd och material. Vid installation av kabeln måste endast aluminium- eller mässingshylsor användas. Med mässingselement kan du ansluta både aluminium och aluminium och koppar med aluminiumtrådar.
Vid koppling av aluminiumledare får kopparhylsor inte användas. Dessa två metaller bildar ett galvaniskt par, vilket leder till accelererad förstörelse av aluminium.
För att ansluta kärnorna med olika sektioner används specialhylsor med olika inloppsdiametrar.
Rätt val av diameter på hylsan skyddar mot överhettning av kedjesektionen. En större diameter ger en liten kontaktfläck och en ökning av motståndet. Om hylsans tvärsnitt är mindre är det nödvändigt att minska kärnans tvärsnitt, vilket också kommer att påverka de ledande egenskaperna negativt.
Komprimeringsmetod

Vid kablar i en kopplingsbox är oavsiktlig kontakt med angränsande kärnor extremt oönskad. För detta ändamål används terminalblock.
Terminalen är en isolerad hylsa i vilken kärnorna sätts in. Inuti används antingen en skruv eller en fjäder för fixering.
Om den är avsedd att installera en strandad tråd är det nödvändigt att klämma in det med en speciell hylsa innan installationen i terminalen, vilket kommer att förbättra kontakten och minska risken för klämma.
Genom att använda plintar med en skruvanslutning är det nödvändigt att tydligt styra klämkraften för att undvika skärning av kärnan med en skruv och dess efterföljande förstörelse. Denna nackdel berövas Wago terminalblock. I dem är venfästmekanismen en mässingsplatta och en fjäder. Användningen av mässing i kompositionen gör det möjligt att säkert ansluta kablar av olika metaller.
Svetsmetod

Svetsning ger den bästa elektriska kontakten. På grund av homogeniteten hos den erhållna föreningen finns det inga problem med ökad motstånd hos kretssektionen.
En svetsmaskin används med en effekt på upp till 1 kW och en justerbar spänning i området 14-20 V. Svetsning anses vara framgångsrik om ett fall bildas i slutet av vridningen, ungefär lika med vridningen i diameter.
Vid svetsning i slutet av vridningen utförs en kolledare. Exponeringstiden får inte överstiga 2 sekunder.
Det finns ett alternativ för gassvetstrådar. En oxidfilm upphör att bildas i en atmosfär med inert gas, vilket i hög grad underlättar processen, men specifik kunskap och utrustning krävs.
Lödmetod

Ta bort oxidfilmen innan du tinner ytan. Detta kan göras antingen genom mekanisk påverkan, till exempel sandpapper eller en borste med metallborst, eller med hjälp av en speciell kemikalieflux. Det är ett vitt pulver som upplöses i vatten, varefter det appliceras på ändarna på konserverade vener.
Oxidation av aluminium i luften sker inom några sekunder, så att det inte går att ta bort oxiderna genom mekanisk påverkan. Det rekommenderas att kombinera användning av flussmedel och ytrengöring.
Om två ledningar är lödda räcker ett 60 W lödkolv. För ledningar med stort tvärsnitt och vid lödning av flerfärgade vridningar behöver du ett lödkolv med en effekt på 150 watt eller mer.
Tenn i lödning bör vara minst 50%. Du kan ta lod med 60-90% innehåll.
Löd aluminium i steg:
- Avfett ytan. Lämplig bensin, alkohol. Detta kommer att tunna oxidfilmen.
- Lås kärnorna i önskat läge.
- Applicera flöde. Se till att han kommer in i kablarnas korsning.
- Värm upp vridplatsen med en lödkolv eller gasbrännare. I det senare fallet är det värt att vara försiktig eftersom metallen snabbt värms upp och kan smälta.
- Omgör korsningen. Gnid försiktigt lodet med en lödkolv tills en enhetlig blank film visas.
En korrekt bearbetad yta får en karakteristisk metallglans. Det är omöjligt att förhindra uppkomsten av tillströmningar och outvecklade områden.
Tunnlödning utsätts för korrosion, så den färdiga fogen är lackad.
När man bygger ledningar, om det förväntas fungera under svåra förhållanden, fungerar lödade eller svetsade fogar bäst. I vardagen, för kablar som inte utsätts för mekanisk påfrestning, är klämning med en hylsa mycket lämplig.


