Utan undantag tillhandahåller alla kopplingsscheman förgrening och anslutning av kablar och ledningar. Detta kräver ytterligare installation av en kopplingsbox, som är gjord av metall eller polymermaterial. Det räcker emellertid inte med att fastställa designen, det är viktigt att känna till tekniken för att löda de tvinnade trådarna i fördelningsboxen.
Vad är kopplingsboxar för?
Behovet av kopplingsboxar bör inte vara i tvivel. För att verifiera detta bör du läsa varningarna från specialister:
- Att försumma installationen av strukturen är en överträdelse av reglerna i lagstiftningsdokument.
- Överensstämmelse med brandsäkerhet. Tack vare RC minskar sannolikheten för kortslutningar och brand avsevärt, detta beror på konstruktionens täthet.
- Installation av enheten kommer att ta mycket tid, men i framtiden kommer det att bli mycket lättare att uppgradera, underhålla, reparera och bygga ledningar. Om du till exempel behöver installera ett extra uttag eller omkopplare kan de nödvändiga ledningarna tas ut ur kopplingsboxen.
I allmänhet krävs installation av en kopplingsbox. Installationstekniken är enkel, komplexitet kan uppstå vid anslutning av ledningar.
Allmänna regler för växling
Implementeringen av lödmetoden liknar svetsning, endast ett vanligt lödkolv används och inte en växelriktarapparat med elektroder. Innan du vrider venerna måste du tina. För att göra detta upphettas lödkolven, nedsänks i kolofonium och hålls flera gånger över de platser som rengjorts från isolering tills en rödaktig nyans visas.
För kvalitetsarbete måste du först kontrollera lödjärnspetsen. Det är viktigt att det är rent. Om ytan är ojämn, smuts har samlats på den, kommer det att vara omöjligt att göra lödkvalitet av hög kvalitet. Föroreningar tas bort med en fil, sedan slutas dess slut upprepade gånger.
Fördelarna med lödning jämfört med andra anslutningsmetoder

Det finns flera sätt att ansluta ledningarna i kopplingsboxen, men bara lödning och svetsning skiljer sig åt i minimalt övergångsbeständighet och monolitisk anslutning. Alla kan löd trådarna hemma. Svetsning kräver erfarenhet och tillgänglighet av en speciell svetsmaskin.
För arbete krävs följande uppsättning verktyg:
- flöde;
- en kniv utformad för att ta bort isolerande material;
- löda;
- sidoskärare;
- lödkolv;
- tång eller tång;
- sandpapper.
När du inte förberett alla nödvändiga verktyg och förbrukningsvaror i förväg är det omöjligt att börja arbeta.
Lödtrådar
Tinning och lödning av kablar i kopplingsboxen utförs i flera steg.
- Ta bort det isolerande skiktet.
- Wires strippning före uppkomsten av en karakteristisk glans av metall.
- Service.
- Vridning.
- Lödning.
- Isolering
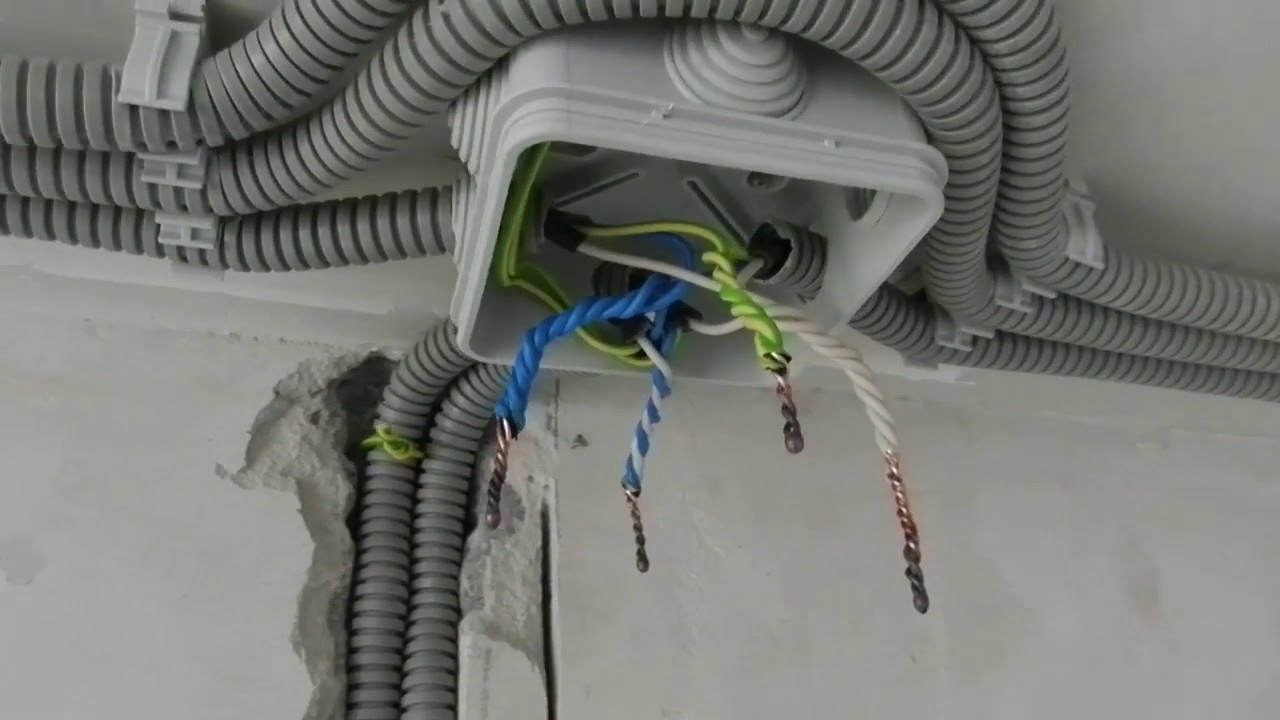
Innan du går vidare med anslutning av ledande ledare är det nödvändigt att analysera vilken längd som krävs. Trådarna skärs så att ändarna är placerade utanför kopplingsboxen vid lödning. I slutet av arbetet läggs de på önskat sätt.
Lödtrådar i kopplingsboxen får inte vara täta. Lagret i detta fall är också olämpligt.
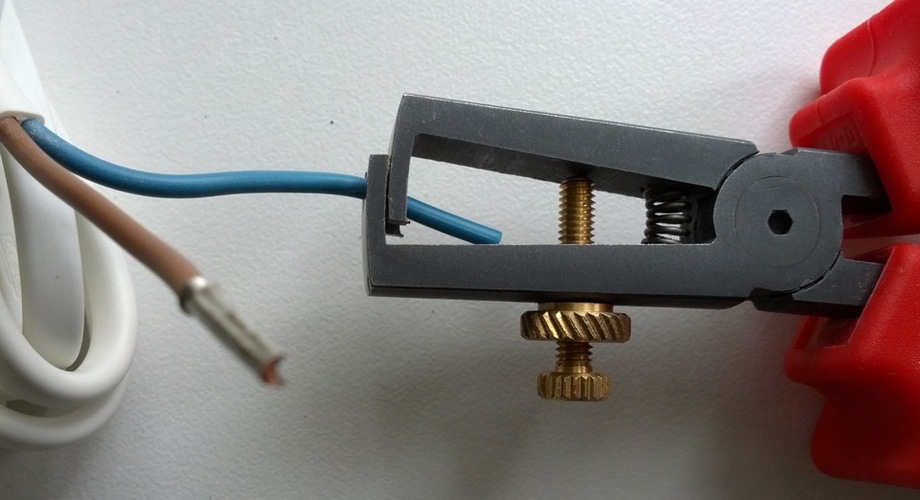
För att ta bort det isolerande lagret används ett specialverktyg - en strippare eller en vass kniv. När du arbetar med en vass kniv ska rörelserna likna hyvlingen av en blyertspenna. Det är förbjudet att klippa det isolerande lagret med en tång eller sidoskärare; du kan inte göra cirkulära skär. Transversiella skador inom en snar framtid kommer att orsaka en paus.
För en tråd avsedd för lödning varierar strippning inom 1,5-3 cm. Antalet varv är minst 2.
Trådarna före lödningen skalas ordentligt och konserveras så att oxider inte förekommer på trådens yta, vilket hindrar normal konduktivitet och ökar motståndet. Redan konserverade ledare vrids med tång eller tång.
Lödningen av tvinnade koppartrådar i en låda har en liknande algoritm. Vridningen ska vara snäv, men inte sträckt, annars kan ändarna på de ledande ledningarna helt enkelt bryta av.
Slutligen lindas tvinnade trådar med ett lödjärn så att lödet är belagt med ett enhetligt lager på alla sidor. Kvaliteten på arbetet beror helt på hur väl ändarna rengjordes.
Val av lödkolvkraft
 För högkvalitativt arbete krävs det att använda ganska kraftfulla lödkolvar, minst 65 watt. Detta är särskilt viktigt när du arbetar med koppartrådar, eftersom koppar är en god värmeledare, och därför tar bort värme från lödpunkten. Om enhetens effekt inte är tillräckligt kan det leda till "kalllödning" - lödet täcker inte det lödade området jämnt och hållfastheten blir låg.
För högkvalitativt arbete krävs det att använda ganska kraftfulla lödkolvar, minst 65 watt. Detta är särskilt viktigt när du arbetar med koppartrådar, eftersom koppar är en god värmeledare, och därför tar bort värme från lödpunkten. Om enhetens effekt inte är tillräckligt kan det leda till "kalllödning" - lödet täcker inte det lödade området jämnt och hållfastheten blir låg.
Enheten bör optimalt värma platsen i 1 minut eller mer, lödytans yta vid slutet av arbetet ska vara slät, ha en jämn glans.
Lodtyp
Det finns ett brett utbud av säljare, de viktigaste listas i tabellen.
| Lödmärke | Struktur (%) | Draghållfasthet (kg / mm) | Smält temperatur | Ansökan |
| POS-30 | Bly - 70
Burk - 30 |
3,2 | 266 | För lödning och konservering av delar av stål, koppar och deras legeringar |
| POS-40 | Bly - 60
Burk - 40 |
3,8 | 238 | För lödning och konservering av kontakter och delar i radioutrustning tillverkad av galvaniserat stål |
| POS-90 | Bly - 10
Burk - 90 |
4,9 | 220 | För lödning och konservering av medicinska instrument och metallredskap |
| POS-61M | Koppar - 2
Bly - 37 Burk - 61 |
4,5 | 192 | För lödning och toning av tryckta ledare och koppartrådar |
| POS-61 (tertiär) | Bly - 39
Burk - 61 |
4,3 | 190 | För tonning och lödning av levande delar tillverkade av brons, mässing och koppar med trånga sömmar |
| POSV-33 | Vismut - 33.3
Bly - 33,3 Tenn - 33,3 |
– | 130 | För lödning av konstantan, mässing och koppar med tät söm |
| POSV-50 (Alloy Rose) | Vismut - 50
Bly - 25 Tenn - 50 |
– | 94 | För bearbetning av delar som är känsliga för överhettning |
| Alloy d Arce | Vismut - 45,3
Bly - 45,1 Tenn - 6,9 |
– | 79 | För tillverkning av säkringar, konservering och lödning av delar som är känsliga för överhettning |
| Trälegering | Kadmium - 12,5
Vismut - 50 Bly - 25 Tenn - 12,5 |
– | 68,5 | En viktig egenskap är giftig. Konstruerad för tillverkning av säkringar, tonning och lödning av delar som är mottagliga för termiska effekter |
De sista tre kvaliteterna har låg smältpunkt och låg legeringsstyrka.
Oxidationsskydd

För att skydda lödningsplatsen från oxidation med syre används ett flöde. När man arbetar med koppar används följande oftast:
- Kolofonium, det innehåller bara tallrös.
- LTI-120 inkluderar trietanolamin (1-2%), anilinhydroklorid (3-7%), etylalkohol (66-73%), kolofonium (20-25%).
- Sammansättningen av alkohol harts innefattar etylalkohol (60-70%) och kolofonium (30-40%).
Den enklaste, billigaste och samtidigt vanliga versionen av flödet är vanligt kolofonium. Den enda svårigheten som kan uppstå när man arbetar med ett ämne är ett fast tillstånd av aggregering.
Löd- och tunnningsteknologi

När du börjar löda eller tenntråd är det viktigt att placera ledningarna horisontellt så att lödjärnspetsen berör alla sidor utan hinder. Vissa "experter" rekommenderar att ledande ledningar placeras vertikalt, men det är inte värt det, eftersom droppar lödning kan börja spridas.
Innan du tinnas värms ledningarna upp med ett lödkolv och parallellt vidrör de värmeplatsen med en bit kolofonium tills det börjar smälta. Om flytande flöde används appliceras det först innan uppvärmningen startar. Efter toningen vrids ledningarna.
Lödtekniken är något annorlunda eftersom det krävs mer lödning här. Ett flöde appliceras på de ledande trådarna och värms upp med ett lödkolv tills det smälta droppet är jämnt fördelat. Vid behov kan proceduren upprepas.
Lödning med en brännare och degeln

Om det finns en stor front på arbetet, rekommenderas det att använda degelar, som är en ihålig metallcylinder utrustad med ett handtag för fyllning med smält lod. Denna enhet kan värmas upp med en gasbrännare eller användas som munstycke på ett kraftfullt lödkolv.
Kapaciteten innehåller en liten mängd smält lod, medan det fryser, lyckas en person att göra flera vridningar.
Säkerhetsåtgärder
Försiktighet bör iakttas under arbetet, eftersom smält lödning kan lämna svåra brännskador om det kommer i kontakt med huden. Alla märken av säljare innehåller bly, som ångorna är giftiga för människor. För att förhindra förgiftning måste du arbeta i en andningsskydd.
Vid lödtrådar är det förbjudet att använda syrainnehållande aktiva flöden, eftersom de efter avslutat arbete kräver fullständig borttagning. Fluxrester har en destruktiv effekt på alla material, särskilt lödningssyra och zinkklorid är aggressiva för koppar.
I allmänhet bör arbetet inte orsaka svårigheter, det viktigaste är att bekanta dig med exekveringstekniken i förväg, förbereda alla förbrukningsartiklar och verktyg.


