Стварање поузданог електричног контакта приликом постављања кабла није тако лако као што се чини. Ово се посебно односи на алуминијумске жице: због физичких својстава метала могу настати проблеми приликом повезивања.
Карактеристике алуминијумских жица
Према ПУЕ стандардима, забрањена је употреба алуминијумских проводника током инсталације у стамбеним просторијама.
Алуминијска жица је јефтино решење које има редослед ниже цене од бакра. Не подлеже корозији, јер је одмах прекривен густим оксидним филмом. Има ниску специфичну тежину.
Главни недостатак је ниска електрична проводљивост алуминијума. То је 37,9 µС × м, што је скоро два пута горе од бакра, који има 59,5 µС × м. Мала флексибилност проводника онемогућује постављање на местима где је изложена поновљеним механичким напонима.
Постоје четири врсте жичних веза: пресовање, сабијање, заваривање, лемљење. Преклопне чахуре и прикључни блокови омогућавају једноставну и брзу уградњу кабла на места где висока механичка отпорност није потребна. Лемљење и заваривање пружиће најдуговечнију и најпоузданију везу, али захтевају вештину и употребу посебних алата.
Начин прешања
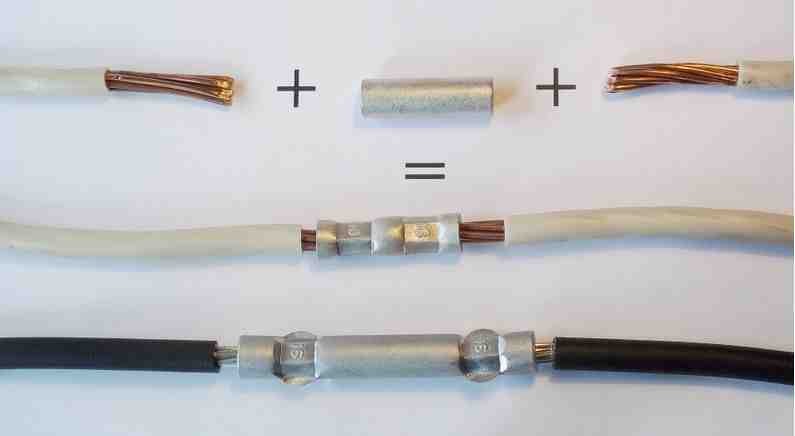
Прешање се врши уз помоћ посебног омотача у који се убацују вене, након чега се прешају посебним алатом - пресовачем. Рукави се разликују у пречнику, дужини и материјалу. При постављању кабла морају се користити само алуминијске или месингане рукавице. Помоћу месинганих елемената можете повезати и алуминијум и алуминијум, и бакар са алуминијумским жицама.
При повезивању алуминијумских проводника не смеју се користити бакарне чахуре. Ова два метала формирају галвански пар, што доводи до убрзаног уништавања алуминијума.
За повезивање језгара са различитим одељцима користе се специјалне чахуре различитог пречника довода.
Исправан избор пречника чахуре ће заштитити од прегријавања дијела ланца. Већи пречник ће дати мало контактног места и повећати отпор. Ако је попречни пресек чахуре мањи, потребно је смањити пресек језгара, што ће такође негативно утицати на проводљива својства.
Метода компресије

Приликом повезивања кабла у разводну кутију, случајни контакт суседних језгара је крајње непожељан. У ту сврху се користе терминални блокови.
Прикључак је изолирана чахура у коју су убачене језгре. Унутра се за причвршћивање користи вијак или опруга.
Ако се планира уградити затегнута жица, потребно ју је пресавити посебним рукавом пре него што га инсталирате на терминал, што ће побољшати контакт и смањити вероватноћу стезања.
Користећи терминале с вијчаним спојем, потребно је јасно контролирати силу стезања како би се избјегло резање језгре вијком и његово касније уништавање. Овај недостатак је лишен терминала Ваго блокова. У њима је механизам за фиксирање вена месингана плоча и опруга. Употреба месинга у саставу омогућава сигурно спајање каблова из различитих метала.
Метода заваривања

Заваривање омогућава најбољи електрични контакт. Због хомогености добијеног једињења, нема проблема са повећаном отпорношћу секције кола.
Користи се заваривачка машина са излазном снагом до 1 кВ и подесивим напоном у распону од 14–20 В. Заваривање се сматра успешним ако се на крају завртања формира кап и приближно је једнак пречнику у пречнику.
Када се заваривање на крају увијања врши угљеником. Време експозиције не сме бити веће од 2 секунде.
Постоји опција за жице за плинско заваривање. Оксидни филм престаје да се формира у атмосфери инертног гаса, што знатно олакшава процес, али су потребна посебна знања и опрема.
Начин лемљења

Пре фарбања површине уклоните оксидни филм. То се може учинити било механичким деловањем, на пример брусним папиром или четком са металним чекињама, или коришћењем специјалног хемијског флукса. То је бели прах који се раствара у води, након чега се наноси на крајеве калајисаних вена.
Оксидација алуминијума у ваздуху настаје у неколико секунди, тако да није могуће механичко дејство уклонити оксиде. Препоручује се комбиновање употребе флукса и чишћења површине.
Ако су лемљене две жице, лемилица од 60 В ће бити довољно. За жице великог пресека и за лемљење вишекутних завоја потребан вам је лемљење снаге 150 вата или више.
Лименка у лемилу треба да буде најмање 50%. Можете узети лемљење са 60-90% садржаја.
Лемљење алуминијума у корацима:
- Подмажите површину. Погодан бензин, алкохол. Ово ће разриједити оксидни филм.
- Закључајте језгре у жељеном положају.
- Нанесите флукс. Водите рачуна да дође у спој каблова.
- Загрејте место увијања лемилицом или гасним гориоником. У овом другом случају вриједи бити опрезан, јер се метал брзо загријава и може се растопити.
- Око крижања. Лагано трљајте лемљење лемиљем док се не појави уједначен сјајни филм.
Правилно обрађена површина поприма карактеристичан метални сјај. Немогуће је спречити појаву прилива и неразвијених подручја.
Калај лем је изложен корозији, па је готов спој лакиран.
Приликом израде жица, ако се очекује да раде у тешким условима, лемљени или заварени спојеви ће најбоље функционисати. У свакодневном животу, за каблове који нису подложни механичком напрезању, копчање са чахурама је сасвим погодно.


