Spojenie vodovodných rúr z polyméru do jednej diaľnice sa vykonáva dvoma spôsobmi: spojovacími prvkami (armatúrami) alebo spájkovaním. Druhá možnosť je úspornejšia - nie je potrebné kupovať ďalšie diely. Vyžaduje si to však špeciálny nástroj. Ak poznáte zložitosti zvárania, je realistické spájať plastové rúrky na prívod vody pre domácnosť správne vlastnými rukami bez účasti odborníkov. Ušetrí sa tým aj váš rodinný rozpočet.
Pracovné nástroje

Na spájanie plastových a propylénových prvkov sa používa metóda tepelnej difúzie - tavenie pri zahrievaní špeciálnou spájkovacou žehličkou. Od jednoduchého spájkovacieho nástroja sa líši tým, že nepoužíva medené elektródy, ale oceľové dýzy. Pripevňujú sa do otvorov na vyhrievacom prvku spájkovačky. Regulácia teploty sa vykonáva pomocou termostatu umiestneného na tele.
Na prácu s rúrkovými prvkami z polyetylénu alebo polypropylénu budete navyše potrebovať:
- meracie prístroje - meracie prístroje, pravítka, hranaté, vodorovné;
- špecializované nožnice alebo rezačky rúr;
- odmasťovacia tekutina.
Okrem toho je vhodné pripraviť jemnozrnný brúsny papier alebo tenký súbor. Pomôžu dokonale vyhladiť plátky.
Bezpečnostné opatrenia
Pri práci so spájkou musíte dodržiavať bezpečnostné opatrenia. Ak tak neurobíte, nepriaznivo ovplyvní kvalitu adhézií a môže spôsobiť zranenia a popáleniny.
Postupujte podľa týchto pokynov:
- Horúcu spájku položte iba na stojan.
- Na ochranu rúk pred popáleninami používajte rukavice.
- Práce sa vykonávajú v dobre vetraných priestoroch, pretože polymérne materiály pri zahrievaní emitujú škodlivé látky.
Trysky majú teflónovú vrstvu, ktorá zabraňuje vzniku uhlíkových usadenín. Na konci každého procesu zvárania musí byť zvyšný polymér odstránený drevenou špachtľou. Čistenie chladených trysiek nie je dovolené, pretože to môže viesť k poškodeniu povlaku a poškodeniu spájkovačky.
Vlastnosti spájkovacích vodovodných potrubí

Predtým, ako začnete, musíte zvoliť správnu technológiu. Na pripojenie sa používajú tri spôsoby spájkovania:
- Muftovy. V tomto prípade sú spojky vložené medzi dosadajúce časti. Zvláštnosťou postupu je to, že sa zahrievajú iba samotné spojovacie prvky. Typicky sa metóda používa pre rúry s malým a stredným prierezom.
- V tvare zvona. Použité dýzy rôznych priemerov. Konce častí sú odrezané pod uhlom 90 stupňov a sú vyčistené a potom vložené do dýzy zodpovedajúcej sekcie. Počas spájkovania sa konce oboch prvkov zahrievajú, tavia a spájajú. Po spojení sa diely nedajú otočiť.
- Butt. Zároveň sú konce dvoch segmentov varené po celej rovine. Používa sa na pripojenie veľkých potrubí - s priemerom viac ako 5 cm a hrúbkou steny 0,4 cm.
Ak potrebujete spájkovať zosilnené rúry, budete potrebovať špeciálny nástroj - holiaci strojček. Potrubie je potrebné vyčistiť od hliníka, ktorý je skrytý pod vrchným polymérnym povlakom. Ďalej sa zváranie rúrok vykonáva štandardným spôsobom.
V časti potrubia sú niekedy potrebné závitové časti. Takáto armatúra sa môže spájkovať na spoj vhodnej rúry. Spájkovacie rúrky by sa mali vykonávať iba pri pozitívnej teplote okolia.
Postup zvárania
Najprv musíte pripraviť rúrky sami.Sú rozdelené do segmentov požadovanej veľkosti, zarovnané a vyleštené konce, škáry utrite odmasťovacou kvapalinou.
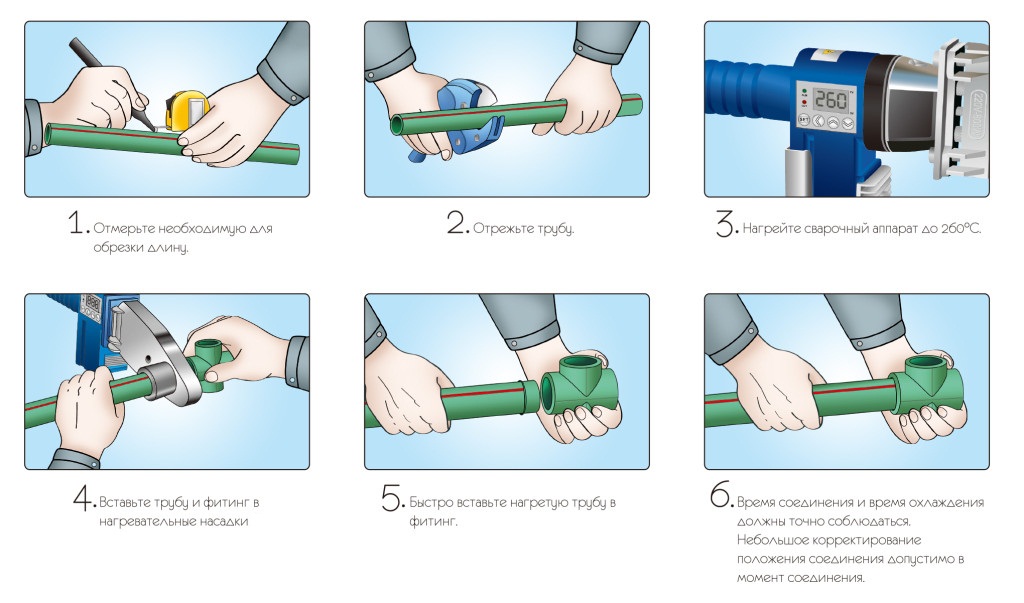 Spájkovačka je nainštalovaná na rovnom povrchu, pripojte dýzy s polymérnymi časťami: jednou alebo viacerými. Štandardné zariadenia umožňujú nastaviť dýzy pre dve rúrky a dve spojky súčasne, čo zrýchľuje proces montáže konštrukcie.
Spájkovačka je nainštalovaná na rovnom povrchu, pripojte dýzy s polymérnymi časťami: jednou alebo viacerými. Štandardné zariadenia umožňujú nastaviť dýzy pre dve rúrky a dve spojky súčasne, čo zrýchľuje proces montáže konštrukcie.
Pomocou regulátora teploty vyberte požadované zahrievanie vzhľadom na rozdiel v tomto ukazovateli pre polyméry. Môžete určiť, ktoré konkrétne rúry ste spájkovali označením samotného produktu. V prípade rúr z polypropylénu a polyvinylchloridu (PP a PVC) sa zahrievanie vykonáva do 260 stupňov, v prípade polyetylénu (HDPE) - do 220 stupňov. Vyhrievané prvky sú navzájom spojené vložením rúrky do objímky, objímky alebo spojením koncov segmentov.
Trvanie topenia po dosiahnutí požadovanej teploty sa určuje v závislosti od prierezu:
| Priemer produktu (mm) | Čas na zahriatie na požadovanú teplotu (s) | Obdobie spájkovania (s) | Čas chladenia (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Po vychladnutí spoja skontrolujte správnosť vykonanej práce. Tesnosť spájkovanej časti sa kontroluje vyfukovaním a pretekaním vodou. Ak je spojový spoj zle vyrobený, miesto zvárania sa odreže a zváranie sa vykoná znova.
Spájkovanie na neprístupných miestach a rohoch

Ak je to potrebné, rúry sa môžu zvárať pod uhlom. Na tento účel sa používajú špeciálne uhlové spojky. Uhol reguluje stupeň ohybu. Pri kúpe výrobkov od jedného výrobcu sa zabezpečí vysoká priľnavosť spojených prvkov.
Zváranie na ťažko dostupných miestach pre laikov je ťažké. Pri práci pod stropom bude musieť spájkovacia pomôcka zavesiť na háčik. Niekedy je potrebné vymeniť časť existujúceho vodovodného systému: v prípade poškodenia, ktorým voda steká, alebo silného zablokovania. Najjednoduchším spôsobom je spájkovanie závitových tvaroviek na miestach, kde je to vhodné, a už na ne položte rúrkovú časť.
Je možné spájkovať rúrku z polypropylénu, ak voda kvapká cez malú trhlinu pomocou ručného zvárania. Medzera je uzavretá materiálom, z ktorého je rúrka vyrobená. Na chybné miesto sa aplikuje horúci klinček alebo skrutkovač. Roztavený polymér je potiahnutý dierou. Ide však o dočasnú možnosť, poškodenú oblasť bude potrebné vymeniť.
Polymérny produkt možno na krátky čas uzavrieť priemyselným sušičom vlasov. Spoj sa zahrieva, kým materiál nezmäkne. Na potrubie sa položí svorka a pevne sa dotiahne.
Možné chyby
 Časté chyby vedúce k výskytu chybných uzlov počas montáže potrubia z polymérov:
Časté chyby vedúce k výskytu chybných uzlov počas montáže potrubia z polymérov:
- práca s nevyčistenými plátkami;
- drsnosť spojovacích častí;
- nepresné zarovnanie spojených prvkov;
- príliš veľká sila pri dokovaní;
- neúplné zasunutie rúrky do armatúry;
- malé alebo nadmerné zahrievanie zváraných častí;
- prítomnosť výstužnej vrstvy;
- zmena polohy prvkov po ochladení plastu;
- použitie spájkovačky s dýzami kontaminovanými polymérom;
- čistenie ochladených trysiek a následné použitie častí s poškodenou teflónovou vrstvou.
Na kvalitných materiáloch niekedy silné prehriatie nespôsobuje vonkajšie vizuálne vady. Zároveň však dochádza k vnútornej deformácii, keď zahrievaný plast blokuje vnútorný priechod. To vedie k rýchlemu upchávaniu a blokovaniu toku vody.
Okrem spájkovania za tepla sa používa aj metóda zvárania za studena. Táto technika zahŕňa použitie špeciálneho rozpúšťadla ako aktívnej spájkovacej zložky, ktorá zmäkčuje štruktúru polyméru. Vzhľadom na svoju zložitosť táto metóda nezískala veľkú popularitu.


