Zváranie vykurovacích rúr je hlavným spôsobom, ako zostaviť domácu a priemyselnú komunikáciu. Spoje tohto typu nevyžadujú žiadnu údržbu, napríklad lepené alebo závitové, ale sú vystavené neustálemu tepelnému a mechanickému namáhaniu. Na základe toho musíte starostlivo vybrať nástroje, materiály a starostlivo dodržiavať technológiu zvárania. Porušenie pravidiel spájania kovov vedie k vzniku trhlín a rozvoju korózie. Ak plánujete vykonať tento postup vlastnými rukami, mali by ste pochopiť, aké metódy sa používajú na zváranie kúrenia, ako aj pomocou profesionálnych techník na dosiahnutie kvalitného a trvalého výsledku.
Súprava náradia a vybavenie

Zváranie elektrických vykurovacích potrubí začína prípravnou fázou:
- Príprava kapitána. Pracovisko je potrebné náležite vybaviť, zabezpečiť dodržiavanie bezpečnostných opatrení av prípade potreby si znovu prečítať pokyny na manipuláciu so zariadeniami a materiálmi. Na zváranie rúr elektrickým zváraním sú potrebné ochranné zariadenia. Patrí medzi ne špeciálny ohňovzdorný oblek (nohavice, bunda, klobúk s kožou), maska, topánky a legíny. Je potrebné dbať na dobré vetranie.
- Príprava nástrojov a materiálov. Pozornosť by sa mala venovať každej maličkosti, pretože od toho závisí pohodlie práce a kvalita konečného výsledku.
Na zváranie kúrenia potrebujete tieto nástroje a prístroje:
- zváračka s náhradným držiakom;
- Brúska s rezacími a brúsnymi kotúčmi;
- kovová kefa;
- brúsny papier z rôznych zŕn;
- kladivo;
- zásoba elektród;
- zverák;
- svorky;
- oceľové alebo azbestocementové dosky na ochranu stien pred kvapkami kovu a sadze;
- plachta na zakrytie podlahy.
Pred zváraním rúr elektrickým zváraním je potrebné skontrolovať zhodu káblov, zásuviek a automatických zariadení v tieni so indikátormi pripraveného prístroja. Musia byť dostatočne silné, aby odolali veľkému zaťaženiu, ktoré vytvára aj vybavenie domácnosti.
Technológia zvárania plastových rúr

Polypropylén postupne vytlačuje oceľ, pretože má pri relatívne nízkych nákladoch množstvo pozitívnych vlastností. Plastové potrubia sú navrhnuté pre vysoký tlak, sú ľahké, hladké vnútorné steny a vynikajúci vzhľad. Potrubie však bude účinne plniť svoje funkcie, ak budú všetky spoje pevné a pevné. Malo by sa pamätať na to, že pri prechode horúcej vody pri teplotách nad 110 stupňov sa polymér stáva mäkkým a začína sa zväčšovať. Preto sa na inštaláciu vykurovania používajú iba výrobky vystužené sklenými vláknami alebo hliníkovou fóliou.
Na spojenie kontaktov sa používa špeciálna spájkovačka. Zariadenie je obojstranné, na jednom konci dýzy pre vonkajšie a na druhom konci pre vnútorné zahrievanie párujúcich sa častí.
Na ich pripojenie sa používajú tieto armatúry:
- spojky;
- adaptéry;
- uhly;
- odpaliska;
- kríža;
- závitové príruby na pripojenie k vykurovacej batérii.
Pri spájkovaní polypropylénovej komunikácie sa používa princíp difúzie pod vplyvom zahrievania. Okraje susedných spojov sa topia, látka sa mieša a tvorí monolitickú zlúčeninu.
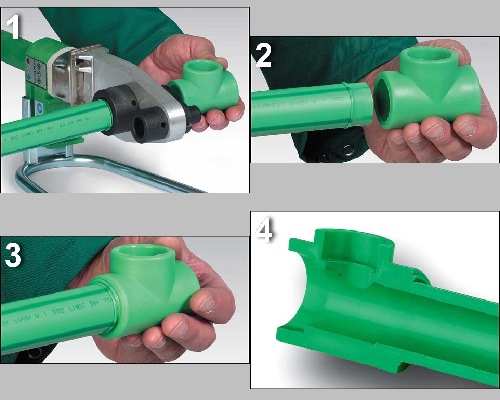
Proces zvárania polymérnych častí sa vykonáva touto metódou:
- Vypracovanie potrubia vykurovacieho systému.
- Pílenie obrobkov určitej dĺžky. Vykoná sa korekcia množstva ponorenia potrubia do montážnych otvorov a rozmerov samotných armatúr.
- Zahreje sa spájkovačka, kým sa nerozsvieti zelený indikátor. To je dôkaz, že montáž sa môže začať.
- Pripevňovanie častí k zariadeniu na dýzy zodpovedajúceho priemeru. Musia byť vyhrievané v súlade s tabuľkami, v ktorých je vybavenie vybavené.
- Potrubie a prípojka. Deje sa to striktne v jednom smere, až kým vnútorná časť dosadne na blokovací výstupok v armatúre. Nie je možné otočiť výrobky, presunúť ich tam a späť. Korekcia podľa dokovacieho uhla je povolená.
- Chladenie. Je potrebné odolávať spoju v statickej polohe tak dlho, ako je to predpísané v pokynoch pre zariadenie. Až potom môže zostava pokračovať.
Na rozdiel od kovu, polymérové rúry potrebujú podporu pre vertikálne a horizontálne vedenie. Každých 100 - 150 cm sa upevňujú na steny plastovými rozpierkami. Po montáži nepotrebujú polypropylénové komunikácie ďalšiu úpravu a následnú údržbu.
Technológia zvárania kovových rúr

Aby bolo pripojenie pevné a pevné, je potrebné pred inštaláciou pripraviť podrobnosti o systéme. Mali by ste skontrolovať rovnosť hrán, skosiť a zbrúsiť kov vo vzdialenosti 10 mm od rezu. Potom je potrebné ošetrené miesta ošetriť rozpúšťadlom, aby ste ich odmasťovali.
Na zváranie rúr na rôzne účely sa používajú elektródy s nasledujúcim zložením povlaku:
- kyselina rutilová (RA) - na inštaláciu studenej a teplej vody v komunálnej sfére;
- rutil (RR) - na montáž vykurovacích systémov pracujúcich pod vysokým tlakom;
- rutil-celulóza (RC) - používa sa v štruktúrach vyžadujúcich spoje s vysokou spoľahlivosťou;
- univerzálny (B) - na montáž všetkých druhov potrubí v obytnom sektore a vo výrobe.

Kovové rúry môžete variť pomocou týchto technológií:
- Elektrické zváranie. Vykonáva sa ručne alebo pomocou automatického stroja. Princíp činnosti je založený na vytvorení elektrického oblúka spôsobeného skratom. Tento proces je sprevádzaný uvoľňovaním veľkého množstva tepla, ktoré spôsobuje roztavenie kovu. Na vytvorenie spoja sa používajú taviace alebo nespotrebiteľné elektródy.
- Plynové zváranie. Rúrkové spoje sa topia pod vplyvom horiaceho plynu súčasne s ukladaním kovu naň, ktorý plní funkciu spojky. Vytvorí sa monolitický spoj, ktorý má homogénnu štruktúru so susednými časťami.
- Zváranie za studena. Táto metóda sa používa pri inštalácii nízkotlakových potrubí alebo ich opravách na ťažko prístupných miestach. Podstatou metódy je obalenie obväzu okolo klepania nasiaknutého rýchlo tuhnúcim lepidlom.
Výber voľby je správny, ak spĺňa charakteristiky systému a charakteristiky chladiacej kvapaliny.
Klasifikácia zvaru

Spoj sa môže variť rôznymi spôsobmi na základe konštrukčných znakov a hrúbky spracovávaného kovu.
Existuje taká klasifikácia zvarov:
- Vzhľad - plochý (normálny), oslabený (konkávny) a vystužený (vypuklý).
- Na dĺžku - pevná (súvislá, uzavretá), nespojitá (podľa bodov, segmentov). Podľa dĺžky švov sa delia na krátke (do 25 cm), stredné (26 - 100 cm) a dlhé (viac ako 101 cm).
- Vykonaním - horizontálne (na zvislých častiach), zvislé (na vodorovných vedeniach), strop (keď je spoj vyrobený zdola), spodný (elektróda na vrchu švu).
- Podľa súčasného úsilia - bok (pozdĺž osi), predný (cez os), šikmý (naprieč), kombinovaný (kombinácia typov).
- Podľa počtu vrstiev a priechodov - jednovrstvové (jeden priechod) a viacvrstvové (niekoľko priechodov).
Pri správnej inštalácii vykurovacieho systému je možné vytvoriť všetky vyššie uvedené spoje. V prípade potreby sa zváranie vykonáva aj zvnútra rúrok.
Hlavné typy zváraných spojov
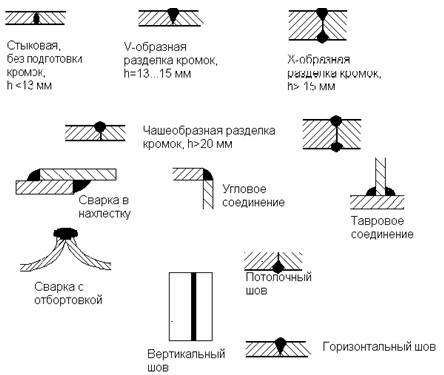
Na mieste v priestore sú švy rozdelené do nasledujúcich typov:
- uhlové - časti sú pod uhlom;
- Tauri - spojenie konca a boku prvkov;
- rúry na tupo sú spojené v jednej rovine;
- lapovanie - časti sa vzájomne prekrývajú;
- koncová susednosť bočných povrchov fragmentov.
V priebehu práce si majster zvolí najvhodnejší spôsob zvárania častí, ktorý je pre neho najvýhodnejší a spĺňa technické podmienky.


