Všetky schémy zapojenia bez výnimky umožňujú vetvenie a pripojenie káblov a vodičov. Vyžaduje si to ďalšiu inštaláciu rozvodnej skrinky, ktorá je vyrobená z kovu alebo polymérneho materiálu. Nestačí však len navrhnúť dizajn, je dôležité poznať technológiu spájkovania skrútených drôtov v rozvodnej skrinke.
Na čo slúžia rozvodné skrine?
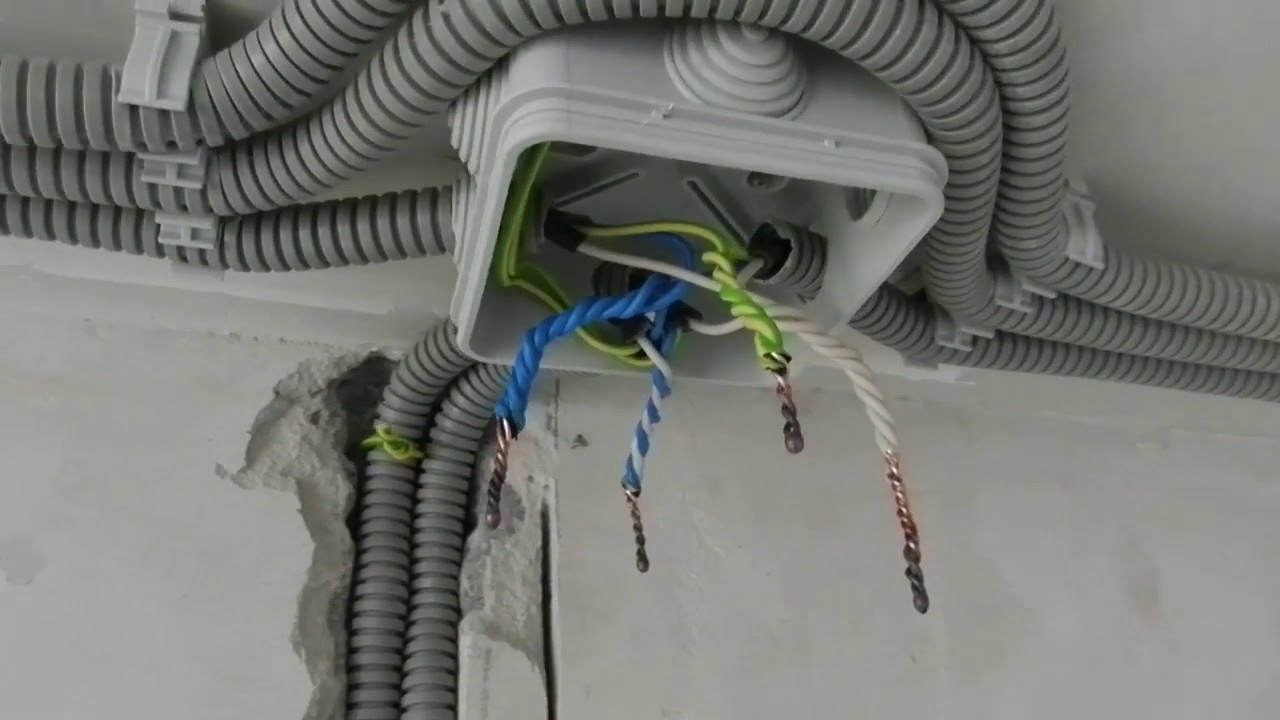
Potreba spojovacích skriniek by nemala byť pochýb. Ak to chcete overiť, prečítajte si varovania odborníkov:
- Zanedbanie inštalácie štruktúry je porušením pravidiel stanovených v regulačných dokumentoch.
- Dodržiavanie požiarnej bezpečnosti. Vďaka RC je pravdepodobnosť skratu a požiaru výrazne znížená, čo je dôsledkom tesnosti konštrukcie.
- Inštalácia zariadenia bude vyžadovať veľa času, ale v budúcnosti bude oveľa jednoduchšie aktualizovať, udržiavať, opravovať a budovať káble. Napríklad, ak potrebujete nainštalovať ďalšiu zásuvku alebo vypínač, potrebné káble môžu byť vyvedené zo spojovacej skrinky.
Vo všeobecnosti sa vyžaduje inštalácia rozvodnej skrinky. Inštalačná technológia je jednoduchá, pri spájaní vodičov môže dôjsť k zložitosti.
Všeobecné pravidlá prepínania
Implementácia metódy spájkovania pripomína zváranie, používa sa iba obyčajná spájkovačka a nie invertorový prístroj s elektródami. Pred krútením žíl musíte cín. Na tento účel sa spájkovačka zahreje, ponorí do kolofónie a niekoľkokrát sa drží na miestach, ktoré boli očistené od izolácie, až kým sa neobjaví načervenalý odtieň.
Pre kvalitnú prácu musíte najskôr skontrolovať hrot spájkovačky. Je dôležité, aby bol čistý. Ak je povrch nerovný, nahromadí sa na ňom nečistota, nebude možné vyrobiť kvalitnú spájku. Kontaminanty sa odstránia pomocou súboru a potom sa jeho koniec opakovane konzervuje.
Výhody spájkovania oproti iným spôsobom pripojenia

Existuje niekoľko spôsobov, ako pripojiť vodiče v rozvodnej skrinke, ale iba spájkovanie a zváranie sa líšia minimálnym prechodovým odporom a monolitickým pripojením. Drôty doma môžu spájkovať všetci. Zváranie bude vyžadovať skúsenosti a dostupnosť špeciálneho zváracieho stroja.
Na vykonanie práce sa bude vyžadovať táto sada nástrojov:
- tok;
- nôž určený na odstránenie izolačného materiálu;
- spájkovacie;
- bočné frézy;
- spájkovačka;
- kliešte alebo kliešte;
- šmirgľový papier.
Bez prípravy všetkých potrebných nástrojov a spotrebného materiálu nie je možné začať pracovať.
Spájkovacie drôty
Cínovanie a spájkovanie káblov v rozvodnej skrinke sa vykonáva v niekoľkých etapách.
- Odstránenie izolačnej vrstvy.
- Odizolovanie drôtu pred výskytom charakteristického lesku kovu.
- Service.
- Krútenie.
- Spájkovanie.
- Izolácia
Pred zapojením vodivých vodičov je potrebné analyzovať, aká je požadovaná dĺžka. Drôty sú odrezané tak, že pri spájkovaní sú konce umiestnené mimo spojovacej skrinky. Na konci práce sú položené ľubovoľným spôsobom.
Spájkovacie drôty v pripájacej skrinke nesmú byť napnuté. Zásoba v tomto prípade je tiež nevhodná.
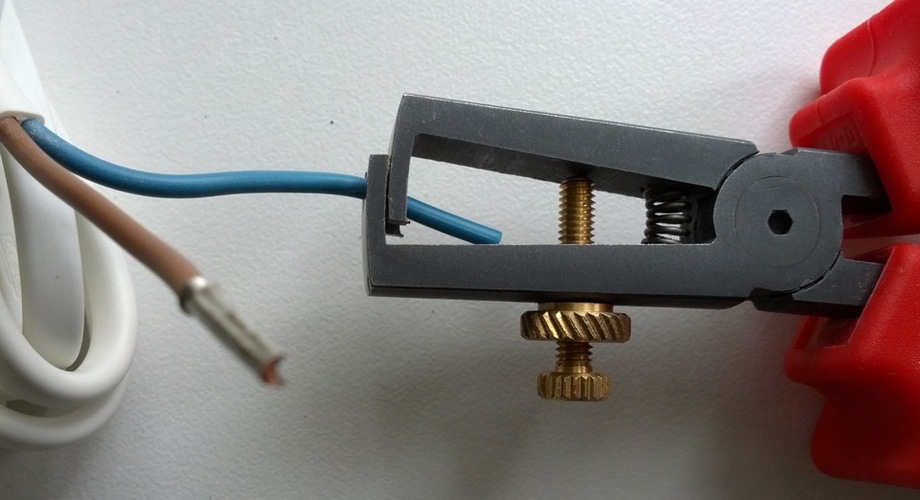
Na odstránenie izolačnej vrstvy sa používa špeciálny nástroj - striptérka alebo ostrý nôž. Pri práci s ostrým nožom by sa pohyby mali podobať hobľovaniu ceruzky. Je zakázané rezať izolačnú vrstvu kliešťami alebo bočnými nožmi, nemôžete robiť kruhové rezy. Priečne poškodenie v blízkej budúcnosti spôsobí prestávku.
V prípade drôtu určeného na spájkovanie sa odizolovanie pohybuje v rozmedzí od 1,5 do 3 cm. Počet závitov je najmenej 2.
Drôty pred spájkovaním sú dôkladne vylúpané a pocínované tak, aby sa na povrchu drôtov neobjavili oxidy, čo bráni normálnej vodivosti a zvyšuje odpor. Už pocínované vodiče sú skrútené pomocou klieští alebo klieští.
Spájkovanie skrútených medených drôtov v krabici má podobný algoritmus. Krútenie by malo byť pevné, ale nie napnuté, inak by sa konce vodivých drôtov mohli jednoducho zlomiť.
Nakoniec sa skrútené drôty spájkujú spájkovacou žehličkou, takže spájka je na všetkých stranách potiahnutá rovnomernou vrstvou. Kvalita práce závisí úplne od toho, ako dobre boli vyčistené konce.
Výber sily spájkovačky
 Na kvalitný výkon práce je potrebné používať pomerne silné spájkovačky, najmenej 65 wattov. Toto je obzvlášť dôležité pri práci s medenými drôtmi, pretože meď je dobrým vodičom tepla, preto odstraňuje teplo z spájky. Ak výkon zariadenia nie je dostatočný, môže to viesť k „spájkovaniu za studena“ - spájka nezakryje spájkovanú oblasť rovnomerne a jej pevnosť bude nízka.
Na kvalitný výkon práce je potrebné používať pomerne silné spájkovačky, najmenej 65 wattov. Toto je obzvlášť dôležité pri práci s medenými drôtmi, pretože meď je dobrým vodičom tepla, preto odstraňuje teplo z spájky. Ak výkon zariadenia nie je dostatočný, môže to viesť k „spájkovaniu za studena“ - spájka nezakryje spájkovanú oblasť rovnomerne a jej pevnosť bude nízka.
Prístroj by mal optimálne ohrievať miesto 1 minútu alebo viac, povrch spájky na konci práce by mal byť hladký, mať rovnomerný lesk.
Druh spájky
Existuje široká škála spájok, tie hlavné sú uvedené v tabuľke.
| Spájkovacia značka | Štruktúra (%) | Pevnosť v ťahu (kg / mm) | Teplota topenia | prihláška |
| POS-30 | Olovo - 70
Cín - 30 |
3,2 | 266 | Na spájkovanie a pocínovanie častí z ocele, medi a ich zliatin |
| POS-40 | Olovo - 60
Cín - 40 |
3,8 | 238 | Na spájkovanie a pocínovanie kontaktov a častí v rádiových zariadeniach z pozinkovanej ocele |
| POS-90 | Olovo - 10
Cín - 90 |
4,9 | 220 | Na spájkovanie a konzervovanie lekárskych nástrojov a kovových pomôcok |
| POS-61M | Meď - 2
Olovo - 37 Cín - 61 |
4,5 | 192 | Na spájkovanie a pocínovanie potlačených vodičov a medených drôtov |
| POS-61 (terciárne) | Olovo - 39
Cín - 61 |
4,3 | 190 | Na pocínovanie a spájkovanie živých častí z bronzu, mosadze a medi s pevnými švami |
| Posvätí-33 | Bizmut - 33.3
Olovo - 33.3 Cín - 33.3 |
– | 130 | Na spájkovanie dielov z konštantanu, mosadze a medi s pevným švom |
| POSV-50 (Alloy Rose) | Bizmut - 50
Olovo - 25 Cín - 50 |
– | 94 | Na obrábanie častí, ktoré sú náchylné na prehriatie |
| Zliatina d Arce | Bizmut - 45.3
Olovo - 45.1 Cín - 6,9 |
– | 79 | Na výrobu poistiek, pocínovanie a spájkovanie častí náchylných na prehrievanie |
| Zliatina dreva | Kadmium - 12,5
Bizmut - 50 Olovo - 25 Cín - 12,5 |
– | 68,5 | Dôležitá vlastnosť je toxická. Určené na výrobu poistiek, pocínovanie a spájkovanie častí citlivých na tepelné účinky |
Posledné tri stupne majú nízku teplotu topenia a nízku pevnosť zliatiny.
Oxidačná ochrana

Na ochranu spájkovacieho miesta pred oxidáciou kyslíkom sa používa tavidlo. Pri práci s meďou sa najčastejšie používajú:
- Kolofónia, obsahuje iba borovicovú kolofóniu.
- LTI-120 obsahuje trietanolamín (1 až 2%), anilín hydrochlorid (3 až 7%), etylalkohol (66 až 73%), kolofónia (20 až 25%).
- Zloženie alkoholovej kolofónie obsahuje etylalkohol (60-70%) a kolofóniu (30-40%).
Najjednoduchšou, najlacnejšou a zároveň bežnou verziou tavidla je obyčajná kolofónia. Jediným problémom, ktorý sa môže vyskytnúť pri práci s látkou, je pevný stav agregácie.
Technológia spájkovania a pocínovania

Pri spájkovaní alebo pocínovaní je dôležité vodiče umiestniť vodorovne tak, aby sa hrot spájkovačky bez prekážok dotýkal všetkých strán. Niektorí „odborníci“ odporúčajú umiestniť vodivé drôty zvisle, ale to za to nestojí, pretože kvapky spájky sa môžu začať šíriť.
Pred pocínovaním sa drôty zahrievajú pomocou spájkovačky a súčasne sa dotknú miesta zahrievania kúskom kolofónie, až kým sa nezačne topiť. Ak sa používa tekutý tok, aplikuje sa najskôr pred začiatkom zahrievania. Po pocínovaní sú drôty skrútené.
Technológia spájkovania sa mierne líši, pretože tu je potrebné viac spájky. Na vodivé drôty sa aplikuje tavidlo a zahrieva sa spájkovacou železou, až kým sa roztavená kvapka rovnomerne nerozloží. V prípade potreby sa postup môže zopakovať.
Spájkovanie horákom a téglikom

Ak existuje veľká predná časť práce, odporúča sa používať kelímky, ktoré sú dutým kovovým valcom vybaveným rukoväťou na plnenie roztavenou spájkou. Toto zariadenie môže byť vyhrievané pomocou plynového horáka alebo použité ako tryska na výkonnej spájkovacej liatine.
Kapacita obsahuje malé množstvo roztavenej spájky, kým zamrzne, človek dokáže urobiť niekoľko zákrutov.
Preventívne opatrenia
Počas práce je potrebná zvýšená opatrnosť, pretože roztavená spájka môže pri kontakte s pokožkou spôsobiť vážne popáleniny. Všetky značky spájok obsahujú olovo, ktorého pary sú pre človeka toxické. Aby ste predišli otrave, musíte pracovať v respirátore.
Pri spájkovaní drôtov je zakázané používať aktívne toky obsahujúce kyselinu, pretože po ukončení práce je potrebné ich kompletne odstrániť. Tekuté zvyšky majú deštruktívny účinok na všetky materiály, najmä pájacia kyselina a chlorid zinočnatý sú agresívne pre meď.
Vo všeobecnosti by práca nemala spôsobovať ťažkosti, hlavnou vecou je zoznámiť sa s technológiou vykonávania pokynov vopred, pripraviť všetky spotrebné materiály a nástroje.


