Conectarea conductelor de apă din polimer la o singură autostradă se realizează în două moduri: prin intermediul elementelor de conectare (fitinguri) sau prin lipire. Această din urmă opțiune este mai economică - nu este necesar să cumpărați piese suplimentare. Dar necesită un instrument special. Dacă cunoașteți complexitatea sudării, este realist să vă lipiți conductele de plastic pentru alimentarea cu apă din casă corect cu propriile mâini, fără implicarea specialiștilor. De asemenea, vă va economisi bugetul familiei.
Instrumente de lucru

Pentru conectarea elementelor din plastic și propilenă, se folosește metoda de difuzie termică - fuziunea atunci când este încălzită cu un fier de lipit special. Acesta diferă de un simplu instrument de lipit prin faptul că nu folosește electrozi de cupru, ci duze de oțel. Sunt fixate în orificiile elementului de încălzire al fierului de lipit. Controlul temperaturii se realizează cu ajutorul unui termostat amplasat pe corp.
Pentru a lucra cu elemente de țeavă din polietilenă sau polipropilenă, va trebui în plus:
- instrumente de măsurare - bandă, riglă, pătrat, nivel;
- foarfece specializate sau freză de țeavă;
- lichid degresant
În plus, merită să pregătiți un șmirghel cu granulație fină sau un fișier subțire. Acestea vor ajuta să facă feliile perfect netede.
Masuri de securitate
Când lucrați cu un fier de lipit, trebuie să urmați măsurile de siguranță. Nerespectarea acestui lucru va afecta negativ calitatea aderențelor și poate provoca leziuni și arsuri.
Urmați aceste orientări:
- Puneți fierul de lipit fierbinte numai pe suport.
- Folosiți mănuși pentru a proteja mâinile de arsuri.
- Lucrările se desfășoară într-o zonă bine ventilată, deoarece materialele polimerice emit substanțe nocive atunci când sunt încălzite.
Duzele au o acoperire de teflon, care evită apariția depozitelor de carbon. La sfârșitul fiecărui proces de sudare, polimerul rămas trebuie îndepărtat cu o spatulă de lemn. Nu este permisă curățarea duzelor răcite, deoarece acest lucru poate duce la deteriorarea acoperirii și deteriorarea fierului de lipit.
Caracteristici ale conductelor de apă de lipit

Înainte de a începe, trebuie să alegeți tehnologia potrivită. Pentru conectare, se folosesc trei metode de lipire:
- Muftovy. În acest caz, cuplajele sunt introduse între părțile decupate. Particularitatea procesului este că numai elementele de conectare în sine sunt încălzite. De obicei, metoda este folosită pentru țevi cu secțiune transversală mică și medie.
- Formă de clopot. Duze folosite de diferite diametre. Capetele pieselor sunt tăiate la un unghi de 90 de grade și se curăță, apoi se introduc în duza secțiunii corespunzătoare. În timpul lipirii, capetele celor două elemente se încălzesc, se topesc și se îmbină. După îmbinare, piesele nu pot fi rotite.
- Butt. În același timp, capetele a două segmente sunt fierte pe întregul plan. Se folosește pentru conectarea conductelor mari - cu un diametru mai mare de 5 cm și o grosime a peretelui de 0,4 cm.
Dacă este necesar să lipiți conductele armate, veți avea nevoie de un instrument special - un bărbier. Este necesară curățarea conductei de aluminiu, care este ascunsă sub acoperirea polimerică superioară. În continuare, sudarea conductelor se efectuează conform metodei standard.
Uneori, părțile filetate sunt necesare în secțiunea conductei. O astfel de montare poate fi lipită la joncțiunea unei conducte adecvate. Țevile de lipit trebuie efectuate numai la o temperatură ambiantă pozitivă.
Secvență de sudură
În primul rând, trebuie să pregătiți conductele singure.Acestea sunt împărțite în segmente de mărimea dorită, aliniați și lustruiesc capetele, ștergeți îmbinările cu un lichid degresant.
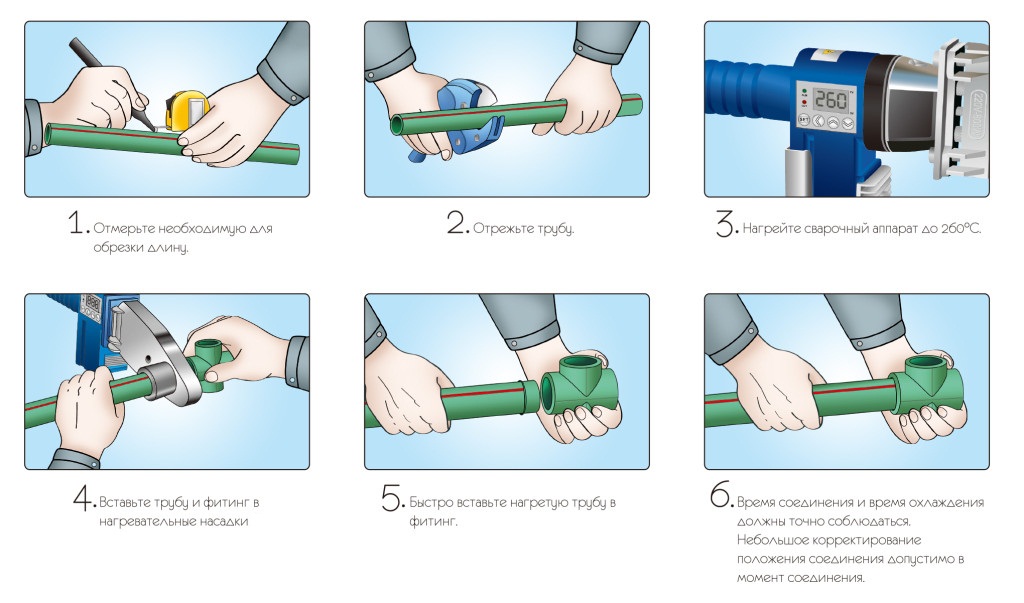 Fierul de lipit este instalat pe o suprafață plană, atașați duze cu piese din polimer: una sau mai multe. Dispozitivele standard vă permit să setați duze pentru două conducte și două cuplaje în același timp, ceea ce grăbește procesul de asamblare a structurii.
Fierul de lipit este instalat pe o suprafață plană, atașați duze cu piese din polimer: una sau mai multe. Dispozitivele standard vă permit să setați duze pentru două conducte și două cuplaje în același timp, ceea ce grăbește procesul de asamblare a structurii.
Utilizând un regulator de temperatură, selectați încălzirea dorită, având în vedere diferența acestui indicator pentru polimeri. Puteți specifica ce conducte specifice vindeți marcând produsul în sine. Pentru conductele de polipropilenă și clorură de polivinil (PP și PVC), încălzirea se efectuează până la 260 de grade, pentru polietilenă (HDPE) - până la 220 de grade. Elementele încălzite sunt conectate între ele prin introducerea unei conducte într-o priză, un manșon sau prin îmbinarea capetelor segmentelor.
Durata topirii după aducerea la temperatura dorită este determinată în funcție de secțiunea transversală:
| Diametru produs (mm) | Timpul de încălzire până la temperatura dorită (sec) | Perioada de soldare (sec) | Timp de răcire (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
După răcirea îmbinării, verificați corectitudinea lucrărilor efectuate. Etanșitatea secțiunii de lipit este verificată prin suflare și trecere de apă. Dacă îmbinarea îmbinării este făcută slab, locul de sudură este tăiat, iar lucrările de sudare sunt efectuate din nou.
Se lipește în locuri și colțuri inaccesibile

Dacă este necesar, conductele pot fi sudate în unghi. Pentru aceasta se folosesc cuplaje unghiulare speciale. Unghiul controlează gradul de îndoire. Cumpărați produse de la un producător, acest lucru va asigura o aderență ridicată a elementelor conectate.
Sudarea în locuri greu accesibile pentru laici este dificilă. Când lucrați sub tavan, aparatul de lipit va trebui să atârne pe un cârlig. Uneori este necesar să înlocuiți o parte dintr-un sistem de alimentare cu apă existent: în caz de deteriorare prin care scurge apa sau un blocaj puternic. Cel mai simplu mod este de a lipa armăturile filetate în acele locuri în care este convenabil să o faceți și să puneți deja o secțiune de țeavă.
Este posibilă lipirea unei țevi din polipropilenă dacă apa scurge printr-o fisură mică folosind sudură artizanală. Golul este închis de materialul din care este fabricată țeava. Se aplică un cui sau o șurubelniță fierbinte pe locul defect. Polimerul topit este acoperit cu o gaură. Dar aceasta este o opțiune temporară, zona deteriorată va trebui în continuare înlocuită.
Pentru o perioadă scurtă de timp, produsul polimeric poate fi sigilat cu un uscător de păr industrial. Îmbinarea se încălzește până când materialul se înmoaie. O țeavă este fixată pe țeavă și strânsă bine.
Posibile greșeli
 Frecvente erori care duc la apariția nodurilor defecte în timpul asamblării conductei de la polimeri:
Frecvente erori care duc la apariția nodurilor defecte în timpul asamblării conductei de la polimeri:
- lucrați cu felii necurate;
- rugozitatea pieselor de legătură;
- alinierea inexactă a elementelor conectate;
- prea multă forță atunci când se conectează;
- introducerea incompletă a conductei în fiting;
- încălzirea mică sau excesivă a pieselor sudate;
- prezența unui strat de armare;
- schimbarea poziției elementelor după răcirea plasticului;
- utilizarea unui fier de lipit cu duze contaminate cu polimer;
- curățarea duzelor răcite și utilizarea ulterioară a pieselor cu un strat deteriorat de teflon.
Uneori, pe materiale de înaltă calitate, supraîncălzirea severă nu dă defecte externe vizuale. Dar, în același timp, există o deformare internă când plasticul încălzit blochează trecerea internă. Acest lucru duce la blocarea rapidă și blocarea fluxului de apă.
Pe lângă lipirea la cald, se folosește și o metodă de sudare la rece. Tehnica presupune utilizarea unui solvent special ca componentă de lipit activă, care înmoaie structura polimerului. Datorită complexității sale, metoda nu a câștigat multă popularitate.


