Crearea unui contact electric fiabil la instalarea cablului nu este atât de ușor pe cât pare. Acest lucru este valabil mai ales pentru firele de aluminiu: datorită proprietăților fizice ale metalului, pot apărea probleme la conectarea acestora.
Caracteristici ale firelor de aluminiu
Conform standardelor PUE, este interzisă utilizarea conductoarelor de aluminiu în timpul instalării în spații rezidențiale.
Firul de aluminiu este o soluție ieftină, care are un ordin de mărime preț mai mic decât cuprul. Nu este supus coroziunii, deoarece este acoperit instantaneu cu o peliculă cu oxid gros. Are o gravitate specifică scăzută.
Dezavantajul principal este conductivitatea electrică scăzută a aluminiului. Este de 37,9 μS × m, care este de aproape două ori mai rău decât cuprul, care are 59,5 μS × m. Flexibilitatea scăzută a conductorului face imposibilă instalarea în locuri unde este supus unei solicitări mecanice repetate.
Există patru tipuri de conexiuni de sârmă: sertizare, compresie, sudare, lipire. Manșoanele de sertizare și blocurile terminale asigură instalarea rapidă și ușoară a cablului în locurile unde nu este necesară o rezistență mecanică ridicată. Sudarea și sudura vor asigura cea mai durabilă și mai fiabilă conexiune, dar necesită abilitate și utilizarea unor scule speciale.
Metoda de presare
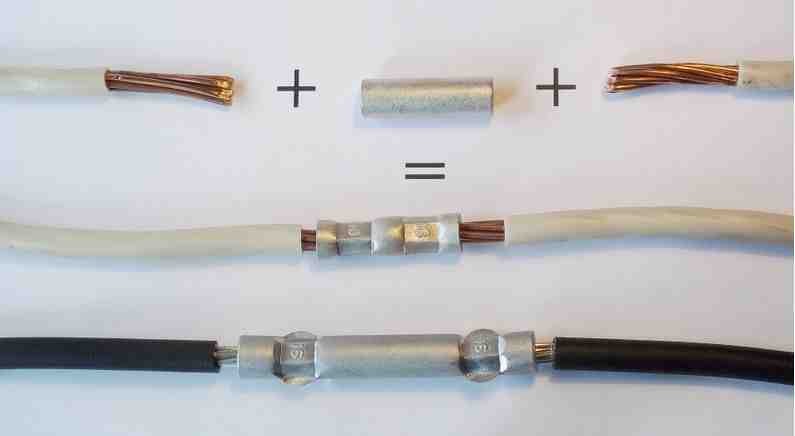
Presarea se realizează cu ajutorul unui manșon special în care se înfășoară venele, după care se încordează cu un instrument special - o sertizoare. Mânecele variază în diametru, lungime și material. La instalarea cablului, trebuie utilizate doar mânecile din aluminiu sau alamă. Folosind elemente din alamă, puteți conecta atât aluminiu, cât și aluminiu, și cupru cu fire de aluminiu.
La conectarea conductoarelor din aluminiu, nu trebuie utilizate mâneci de cupru. Aceste două metale formează o pereche galvanică, ceea ce duce la distrugerea accelerată a aluminiului.
Pentru conectarea miezurilor cu diferite secțiuni, se folosesc mâneci speciale cu diametre de intrare diferite.
Alegerea corectă a diametrului manșonului va proteja împotriva supraîncălzirii secțiunii lanțului. Un diametru mai mare va oferi un punct de contact mic și o creștere a rezistenței. Dacă secțiunea transversală a manșonului este mai mică, este necesară reducerea secțiunii transversale a miezurilor, ceea ce va afecta și proprietățile conductoare.
Metoda de compresie

Când se conectează un cablu într-o cutie de joncțiune, contactul accidental cu miezurile vecine este extrem de nedorit. În acest scop, sunt utilizate blocuri terminale.
Terminalul este un manșon izolat în care sunt introduse miezurile. În interior, pentru fixare se utilizează un șurub sau un arc.
Dacă se intenționează să se instaleze un fir încordat, este necesar să se încrețească cu un manșon special înainte de instalarea acestuia în terminal, ceea ce va îmbunătăți contactul și va reduce probabilitatea de blocare.
Folosind terminale cu conexiune cu șurub, este necesar să controlați clar forța de strângere pentru a evita tăierea miezului cu un șurub și distrugerea ulterioară a acestuia. Acest dezavantaj este lipsit de blocurile terminale Wago. În ele, mecanismul de fixare a venelor este o placă de alamă și un arc. Utilizarea aramei în compoziție face posibilă conectarea în siguranță a cablurilor din diferite metale.
Metoda de sudare

Sudarea oferă cel mai bun contact electric. Datorită omogenității compusului obținut, nu există nicio problemă de rezistență crescută a secțiunii circuitului.
O mașină de sudură este utilizată cu o putere de ieșire de până la 1 kW și o tensiune reglabilă în intervalul 14-20 V. Se consideră că sudura este reușită dacă se formează o cădere la capătul răsucirii și este aproximativ egală cu torsiunea în diametru.
Când sudarea la sfârșitul răsucirii este efectuată de un conductor de carbon. Timpul de expunere nu trebuie să depășească 2 secunde.
Există o opțiune pentru firele de sudare pe gaz. O peliculă de oxid încetează să se formeze într-o atmosferă de gaz inert, ceea ce facilitează foarte mult procesul, dar sunt necesare cunoștințe și echipamente specifice.
Metoda de lipit

Înainte de a acoperi suprafața, îndepărtați filmul cu oxid. Acest lucru poate fi realizat atât prin acțiune mecanică, de exemplu, șmirghel sau perie cu peri metalici, fie folosind un flux chimic special. Este o pulbere albă care se dizolvă în apă, după care se aplică la capetele venelor conserve.
Oxidarea aluminiului în aer are loc în câteva secunde, astfel încât nu este posibilă îndepărtarea oxizilor prin acțiune mecanică. Se recomandă combinarea folosirii fluxului și curățării suprafețelor.
Dacă două fire sunt lipite, un fier de lipit de 60 W va fi suficient. Pentru firele cu secțiune transversală mare și atunci când se lipesc răsuciri multicore, aveți nevoie de o fieră de lipit cu o putere de 150 W sau mai mult.
Tinul de lipit trebuie să fie de cel puțin 50%. Puteți lua lipire cu un conținut de 60-90%.
Aluminiu de lipit în trepte:
- Degresează suprafața. Benzina potrivita, alcool. Acest lucru va subția filmul cu oxid.
- Blocați miezurile în poziția dorită.
- Aplicați flux. Asigurați-vă că intră în joncțiunea cablurilor.
- Încălziți locul de răsucire cu un arzător de lipit sau cu gaz. În ultimul caz, merită să fie atent, deoarece metalul se încălzește rapid și se poate topi.
- Înconjoară joncțiunea. Frecați ușor lipitura cu un fier de lipit până când apare un film uniform strălucitor.
O suprafață prelucrată corect dobândește un luciu metalic caracteristic. Este imposibil să preveniți apariția influxurilor și a zonelor neinhibate.
Lipita de staniu este supusă coroziunii, astfel încât îmbinarea finisată este lăcuită.
Când se construiește fire, dacă se așteaptă să funcționeze în condiții dificile, îmbinările sudate sau sudate vor funcționa cel mai bine. În viața de zi cu zi, pentru cablurile care nu sunt supuse stresului mecanic, sertizarea cu un mânec este destul de potrivită.


