Installasjon av et vannforsyningssystem krever montering av enkeltelementer i et enkelt system. Metallrør og ventiler er forbundet med en gjenget forbindelse. Metoden gir en sterk og tett forbindelse. For uavhengig legging av kommunikasjon vil verktøy for å gjenge vannledninger være nødvendig.
Typer tråd på rør
En tråd er en veksling av fremspring og fordypninger på en overflate plassert langs en spiralformet linje. Det er eksternt og internt, venstre og høyre. Vanlige typer:
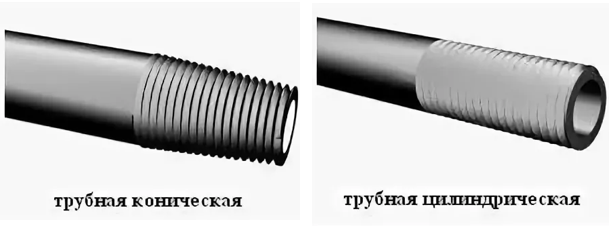
- rør sylindrisk;
- konisk rør;
- tommers sylindrisk (amerikansk standard);
- rund;
- tommers.
I installasjonsanlegg brukes vanligvis de to første typene. De brukes til å koble sammen vanninnredning:
- Sylindrisk (G) - profilen er representert av en isosceles trekant med en spiss på 55 °. Utstikkene og depresjonene er avrundet. Anbefales for rør opp til 6 tommer i diameter.
- Konisk (R) - gjenger har en trekantet profil, danner en avsmalning på 1:16, er preget av høy tetthet av tilkoblingen av deler.
Rørgjenger er henholdsvis tomme og metrisk målt i tommer og millimeter.
Nødvendige verktøy
 For å utføre arbeidet vil trengeverktøy være påkrevd:
For å utføre arbeidet vil trengeverktøy være påkrevd:
- Die eller lerka - en enhet i form av en mutter laget av herdet metall, har spisse kuttkanter (kuttere). I form er de runde, firkantede, sekskantede. Typer av dies: solid, glidende, delt. For fjerning av flis arrangerte hull.
- Klupp - verktøy basert på en glidende dyse. Kroppen, som består av to deler, lar deg justere diameteren på kuttet. For enkelhets skyld arrangeres et håndtak. Noen modeller er supplert med et skralle, som lar rotasjonsbevegelser med en hånd. Det profesjonelle verktøyet er utstyrt med en elektrisk stasjon.
- Tap - en herdet stålskrue som har skjærende kanter. Består av en arbeidsdel og en sjakt. Settet inneholder enheter for grovarbeid og etterbehandling.
I tillegg klargjør tilleggsutstyr:
- målebånd og blyant - for målinger og merker;
- tykkelse - bestemmer diameteren på rør og enheter.
Verktøyene som brukes må være av høy kvalitet, metallene til skjærene er skarpe og holdbare. Når du jobber med matriser og kraner trenger du en skrustikke.
Forberedelse til arbeid
Området der du må jobbe med en gjengerutstyr for vannrør, blir renset for rust, skitt, malingsrester. Sandpapir brukes. Overflaten skal rengjøres til en metallisk glans. Fasiten er avfaset. Det er nødvendig å forberede fett for maskinering av røret og skjæreverktøyet. For å rengjøre brikkene er det nødvendig med en fille.
Metoder for å gjenge et vannrør
 Skjæremetoder er delt inn i to typer: manuell og automatisk. I det første tilfellet er et sett med gjengeinnretninger nødvendig. For å skjære utvendige tråder brukes matriser; for innvendige tråder - kraner. Dimensjonene til verktøyene bestemmes av referansetabeller. Automatisk kapping skjer på maskiner eller elektroverktøy. Metoden er nøyaktig og egnet for rør med hvilken som helst diameter. Maskinene freser og ruller tråder.
Skjæremetoder er delt inn i to typer: manuell og automatisk. I det første tilfellet er et sett med gjengeinnretninger nødvendig. For å skjære utvendige tråder brukes matriser; for innvendige tråder - kraner. Dimensjonene til verktøyene bestemmes av referansetabeller. Automatisk kapping skjer på maskiner eller elektroverktøy. Metoden er nøyaktig og egnet for rør med hvilken som helst diameter. Maskinene freser og ruller tråder.
Utstansing
Valg av verktøytype avhenger av kvalitetskrav. Det beste resultatet oppnås ved å bruke en solid matrice, som har høy stivhet. Ulempen med denne enheten er den raske slitasjen. Fjærbelastede matriser (med et kutt i et av de aksiale hullene) lar deg endre trådens diameter innen 0,3 mm.Stivheten deres reduseres, fortennene varer lenger, men trådenes renhet går tapt.
Det forberedte røret klemmes fast i et skruestykke. Matrisen plasseres i holderen og festes med skruer. Fett påføres det behandlede området og skjærene. Verktøyet settes på røret i rett vinkel. Rotasjonen er jevn, med klokken. Etter å ha gjort flere svinger, fjernes flisene og smøringen gjenopptas. For høykvalitetsskjæring etter en grov matse brukes en fin. Den ferdige tråden rengjøres med filler.
Ved hjelp av en klapper

Å bruke en rørplugg er mer praktisk enn matriser. Et verktøy er dyrere, men for en stor mengde arbeid er det bedre å velge det. Klupp gir en ren sving, glidende design lar deg justere diameteren på tråden. Installasjon av føringer reduserer risikoen for forvrengning, letter kappeprosessen. Hvis en skralle er inkludert i konstruksjonen, plasseres et skrallehjul i nærheten av matrisen. Når det roteres, beveger verktøyhodet seg. Ratchet er uunnværlig under trange arbeidsforhold.
Røret er klemt fast i et skruestykke, et lite område er igjen. En kort utstående del vil ikke la metall bøye seg fra den påførte innsatsen. Røret og skjærene er smurt med maskinolje. Den fremspringende delen settes inn i føringen til skrutrekkeren. Skjæring skjer i korte rotasjonsbevegelser. Snu med jevne mellomrom for å kutte chips. I prosessen tilsettes smøremiddel. Når du trenger vannrør, er det viktig å overvåke antall svinger.
Ved å bruke et elektrisk verktøy kan du kutte på noen sekunder. Utskiftbare hoder med kuttere velges for ønsket rørdiameter. Arbeidet går ikke bare raskt, men også av høy kvalitet.
Arbeidskran
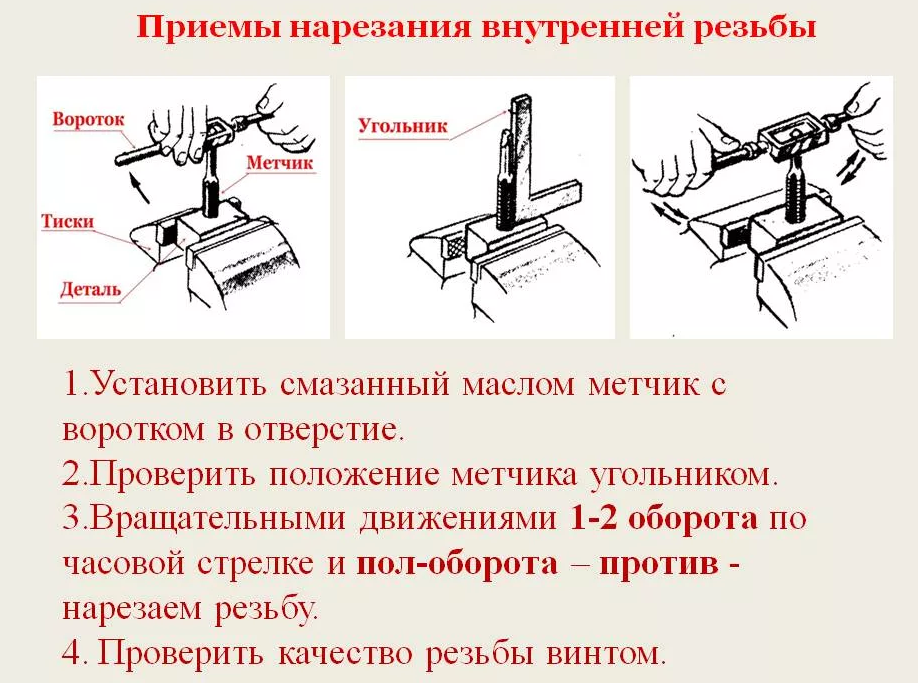 Den indre tråden utføres av et trykk. Diameteren skal være litt større enn røret. Når du jobber, anbefales det å bruke et sett med to til tre deler. De utfører grovfôring og etterbehandling. Det første verktøyet utfører hovedarbeidet og fjerner opptil 70% av brikkene. Etterbehandlingen har en liten inntaksdel og full skjæreprofil. Verktøy kjennetegnes ved spor i skaftet:
Den indre tråden utføres av et trykk. Diameteren skal være litt større enn røret. Når du jobber, anbefales det å bruke et sett med to til tre deler. De utfører grovfôring og etterbehandling. Det første verktøyet utfører hovedarbeidet og fjerner opptil 70% av brikkene. Etterbehandlingen har en liten inntaksdel og full skjæreprofil. Verktøy kjennetegnes ved spor i skaftet:
- en er svart;
- to er middels;
- tre - fint.
Innsiden av røret krever rengjøring og smøring. Kranen settes loddrett, skaftet festes i hodet. Rotasjonen er med klokken. Når du arbeider med mykt metall, blir verktøyet med jevne mellomrom skrudd ut, og flisene blir rengjort. Sørg for å påføre fett. Etter endt arbeid utføres en trådkvalitetskontroll.
De viktigste årsakene til ekteskapet
Årsaken til ekteskap i arbeid er arbeidernes uforsiktighet eller bruk av verktøy av lav kvalitet. Vanlige rørskjæringsdefekter når du arbeider med en tapp eller dyse:
- Rivet tråd - problemet oppstår når du bruker en kjedelig form, utidig fjerning av spon, utilstrekkelig smøring.
- Ufullstendig tråd - diameteren på hullet for tråden overstiger den anbefalte.
- Feilretting av skruespor - feil installasjon av matrisen eller springen.
- Svikt i tråden er grunnen til å tette sporene med flis, dårlig verktøykvalitet, diameteren på røret er større enn beregnet.
- Tapebruk - overdreven kraft i et smalt hull, utilstrekkelig fjerning av spon, mangel på smøring.
Selvforberedelse av deler for en gjenget forbindelse er ganske tilgjengelig med et verktøy. For at arbeidet skal utføres effektivt, må du følge reglene. Bruken av et skarpt verktøy og nøyaktighet kompenserer for mangelen på profesjonelle ferdigheter.


