Koblingen av polymervannledninger til en enkelt motorvei utføres på to måter: ved hjelp av koblingselementer (beslag) eller ved lodding. Det siste alternativet er mer økonomisk - ikke nødvendig å kjøpe ekstra deler. Men det krever et spesielt verktøy. Hvis du kjenner til vanskeligheter med sveising, er det realistisk å lodde plastrør for hjemmevannforsyning riktig med egne hender, uten involvering fra spesialister. Det vil også spare familiebudsjettet.
Arbeidsverktøy

For å koble sammen plast- og propylenelementer brukes metoden for termisk diffusjon - fusjon når den varmes opp med et spesielt loddejern. Det skiller seg fra et enkelt loddeverktøy ved at det ikke bruker kobberelektroder, men ståldyser. De er festet i hullene på varmeelementet til loddejernet. Temperaturkontroll utføres ved hjelp av en termostat plassert på kroppen.
For å jobbe med rørelementer laget av polyetylen eller polypropylen, trenger du i tillegg:
- måleinstrumenter - målebånd, linjal, firkant, nivå;
- spesialiserte saks eller rørkutter;
- avfettingsvæske.
I tillegg er det verdt å tilberede finkornet sandpapir eller en tynn fil. De vil bidra til å gjøre skivene perfekt glatte.
Sikkerhetstiltak
Når du arbeider med loddejern, må du følge sikkerhetsregler. Unnlatelse av å gjøre dette vil ha negativ innvirkning på kvaliteten på vedheft og kan føre til personskader og brannskader.
Følg disse retningslinjene:
- Plasser det varme loddejernet bare på stativet.
- Bruk hanskene for å beskytte hendene mot forbrenning.
- Arbeidet utføres i et godt ventilert område fordi polymermaterialer avgir skadelige stoffer når de varmes opp.
Dysene har et teflonbelegg, som unngår utseendet av karbonavsetninger. Ved slutten av hver sveiseprosess må den gjenværende polymer fjernes med en trespatel. Rengjøring av avkjølte dyser er ikke tillatt, da dette kan føre til skade på belegget og skade på loddejernet.
Funksjoner av loddevannsledninger

Før du begynner, må du velge riktig teknologi. For tilkobling brukes tre loddemetoder:
- Muftovy. I dette tilfellet er koblinger satt inn mellom de støttede delene. Det særegne ved prosessen er at bare selve tilkoblingselementene blir oppvarmet. Typisk brukes metoden for rør med et lite og middels tverrsnitt.
- Klokkeformet. Brukte dyser med forskjellige diametre. Endene på delene kuttes i en vinkel på 90 grader og renses, og settes deretter inn i dysen til den tilsvarende seksjonen. Under lodding varmes endene på de to elementene opp, smelter og blir sammen. Etter sammenføyning kan ikke delene dreies.
- Butt. Samtidig blir endene av to segmenter kokt over hele planet. Den brukes til å koble sammen store rør - med en diameter på mer enn 5 cm og en veggtykkelse på 0,4 cm.
Hvis det er nødvendig å lodde de forsterkede rørene, trenger du et spesielt verktøy - en barbermaskin. Det er nødvendig å rengjøre røret fra aluminium, som er skjult under det øverste polymerbelegget. Deretter utføres sveising av rør i henhold til standardmetoden.
Noen ganger er det nødvendig med gjengede deler i rørledningsdelen. En slik montering kan loddes til krysset mellom et passende rør. Lodderør skal bare utføres ved en positiv omgivelsestemperatur.
Sveisesekvens
Først må du forberede rørene selv.De er delt inn i segmenter med ønsket størrelse, justere og slipe endene, tørk skjøtene med en avfettende væske.
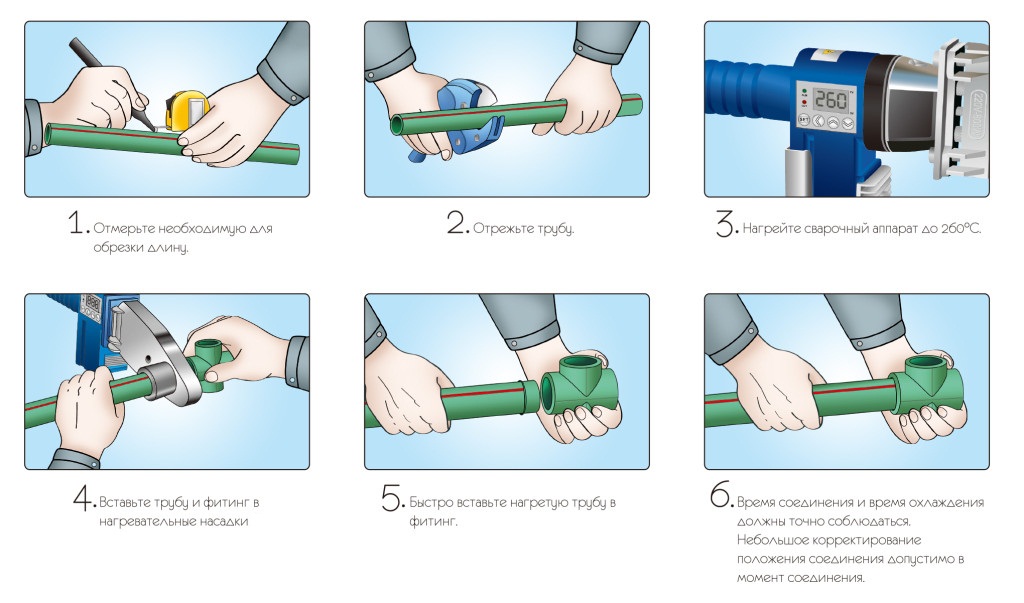 Loddejernet er installert på en flat overflate, fest dyser med polymerdeler: en eller flere. Standard enheter lar deg stille inn dyser for to rør og to koblinger samtidig, noe som fremskynder monteringsprosessen til strukturen.
Loddejernet er installert på en flat overflate, fest dyser med polymerdeler: en eller flere. Standard enheter lar deg stille inn dyser for to rør og to koblinger samtidig, noe som fremskynder monteringsprosessen til strukturen.
Velg ønsket oppvarming ved å bruke en temperaturregulator, gitt forskjellen i denne indikatoren for polymerer. Du kan spesifisere hvilke spesifikke rør du lodder ved å merke på selve produktet. For polypropylen- og polyvinylkloridrør (PP og PVC) utføres oppvarming opp til 260 grader, for polyetylen (HDPE) - opp til 220 grader. Oppvarmede elementer er forbundet med hverandre ved å sette et rør i en stikkontakt, en hylse eller ved å feste sammen endene av segmentene.
Smeltetiden etter å ha brakt til ønsket temperatur bestemmes avhengig av tverrsnittet:
| Produktdiameter (mm) | Tid til å varme til ønsket temperatur (sek) | Loddetid (sek) | Kjøletid (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Etter at leddet er avkjølt, sjekk korrektheten til utført arbeid. Tettheten til det loddede partiet kontrolleres ved å blåse og passere vann. Hvis fugesømmen er laget dårlig, blir sveisesplassen avskåret, og sveisearbeidet utføres igjen.
Lodding på utilgjengelige steder og hjørner

Om nødvendig kan rør sveises i vinkel. For dette brukes spesielle vinkelkoblinger. Vinkelskontroll graden av bøyning. Kjøp produkter fra en produsent, dette vil sikre høy vedheft av de tilkoblede elementene.
Sveising på vanskelig tilgjengelige steder for legfolk er vanskelig. Når du arbeider under taket, må loddeutstyret henge på en krok. Noen ganger er det nødvendig å skifte ut en del i et eksisterende vannforsyningssystem: i tilfelle skader vann drypper gjennom eller sterk blokkering. Den enkleste måten er å lodde gjengede beslag på de stedene hvor det er praktisk å gjøre det, og allerede har lagt en rørseksjon på dem.
Det er mulig å lodde et polypropylenrør hvis vann drypper gjennom en liten sprekk ved bruk av håndverkssveising. Gapet lukkes av materialet som røret er laget av. En varm spiker eller skrutrekker påføres det defekte stedet. Den smeltede polymeren er belagt med et hull. Men dette er et midlertidig alternativ, det skadede området vil fortsatt måtte byttes ut.
I løpet av kort tid kan polymerproduktet forsegles med en industriell hårføner. Fugen blir oppvarmet til materialet mykner. En klemme legges på røret og strammes godt til.
Mulige feil
 Hyppige feil som fører til utseendet av defekte noder under montering av rørledningen fra polymerer:
Hyppige feil som fører til utseendet av defekte noder under montering av rørledningen fra polymerer:
- arbeid med urensede skiver;
- ujevnhet i forbindelsesdelene;
- unøyaktig innretting av de tilkoblede elementene;
- for mye kraft når du legger til;
- ufullstendig innsetting av røret i beslaget;
- liten eller overdreven oppvarming av de sveisede delene;
- tilstedeværelsen av et forsterkende lag;
- endre plasseringen av elementene etter avkjøling av plasten;
- bruk av loddejern med dyser forurenset med polymer;
- rengjøring av avkjølte dyser og etterfølgende bruk av deler med et skadet teflonlag.
Noen ganger gir alvorlig overoppheting på materialer av høy kvalitet ikke visuelle ytre feil. Men samtidig er det intern deformasjon når den oppvarmede plasten blokkerer den indre passasjen. Dette fører til hurtig tilstopping og blokkering av vannstrømmen.
I tillegg til varm lodding brukes også en kaldsveisemetode. Teknikken innebærer bruk av et spesielt løsningsmiddel som en aktiv loddekomponent, som mykgjør strukturen til polymeren. På grunn av dens kompleksitet har metoden ikke fått stor popularitet.


