Den tradisjonelle russiske komfyren til et badehus, smeltet med vanlig tre, har flere utførelser og forskjellige kapasiteter. Den kan være laget av murstein eller sveiset fra tykke stål / støpejernsplater. I tillegg til hvilken type materiale som brukes, når du velger en ovndesign, blir oppmerksomheten rettet mot dens termiske retur (kraft).
Grunnleggende krav for valg av ovn til bad

Før du velger riktig prøve av ovnenheten, må du gjøre deg kjent med de grunnleggende betingelsene for effektiv drift. Følgende krav er satt til en vedovn:
- bør varme luften i damprommet til 40-50 grader i den nedre sonen med en gradvis varmeøkning til 80 grader under taket;
- krever rask oppvarming av steiner til en høy temperatur og opprettholdelse av det på samme nivå;
- utformingen skal utelukke muligheten for penetrering av røyk og karbonmonoksid i selve damprommet.
Ytterligere krav for valg av vedovn er etter eiers skjønn. Noen kan trenge en metallovn på badet for å varme opp rommet og la store mengder varmt vann lagre.
Bestemme kraften til ovnen
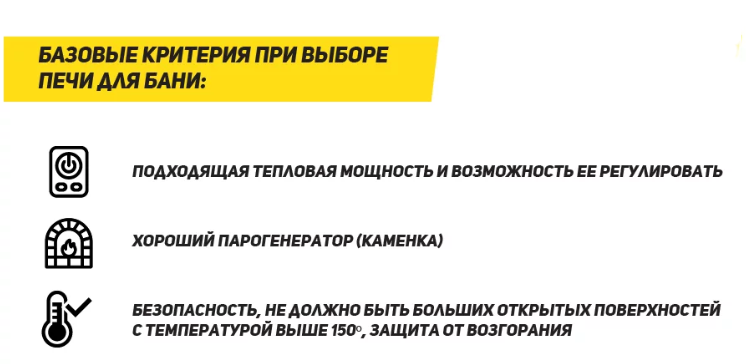 Med kraft menes termisk retur i kilowatt, redusert til det elektriske ekvivalent. Når du velger denne indikatoren, trekkes oppmerksomheten først. Basert på den beregnes alle andre parametere:
Med kraft menes termisk retur i kilowatt, redusert til det elektriske ekvivalent. Når du velger denne indikatoren, trekkes oppmerksomheten først. Basert på den beregnes alle andre parametere:
- dimensjoner og utforming av steam room;
- volum oppvarmet vann i tanken;
- skorsteinsystemets egenskaper.
Basert på dette bestemmes også det totale antallet personer som kan ta badeprosedyrer samtidig.
Strømindikatoren skal ha en optimal verdi for hvert tilfelle. I det stadiet av valg av brukere, blir en karakteristisk feil gjort når en ovn kjøpes med overskytende strømreserve. Det antas at dette vil redusere oppvarmingstiden til damprommet, men en ytterligere kraftøkning er ikke lenger mulig. Etter å ha nådd grensen, bytter peisovner til en stabil driftsform. Som et resultat blir luften varm, og steinene forblir uoppvarmet. Det gir ingen mening å sprute vann på dem - det vil ikke være damp i det hele tatt, eller veldig lite.
Materialer brukt
Ovnen eller ovnen i badekaret er laget av følgende materialer:
- enkel støpejern;
- stål belter;
- murstein (ildsted eller rød).
-

- Stål

-

- Støpejern

-

- Murstein
Levetiden til den valgte designen avhenger av kvaliteten på kildematerialet. De mest holdbare er moderne ovner laget på basis av kromstål. Stålenheter garanterer god varme og eliminerer forbrenning av oksygen i et damprom. De beste produktprøvene er produsert av de finske selskapene Helo og Harvia.
Badeutstyr med støpejernsovn er ikke lett å finne, selv om kvaliteten på kildematerialet anses som god. Blant fabrikkmodellene fortjener Sudarushka M fra den innenlandske produsenten Inzhkomtsentr oppmerksomhet.
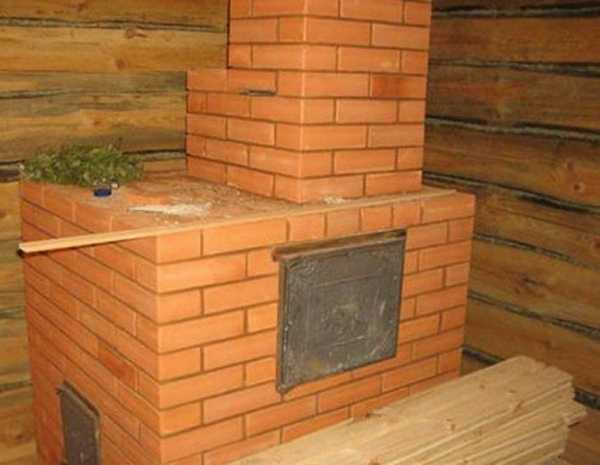
Murstein ovner oppfattes som en hyllest til tradisjonen og er bygget underlagt pålitelig murverk. Teglvarmere har sine ulemper, inkludert mange nyanser:
- kompleksiteten i konstruksjonen på grunn av mangelen på profesjonelle ovner.
- lang oppvarming (ovnperiode);
- behovet for å utstyre et "kraftig" fundament.
Alt dette fører til en økning i kostnadene for å lage en mursteinsovn til et badehus.
Moderniseringsretning

Det er mer praktisk å spore forbedringen av moderne ovner på modellene "New Russia 18 L", produsert av Teplodar-selskaper. Settet hennes inneholder en skorstein fra rør fra det kjente selskapet "Ferrum". Den samme prosessen overvåkes når du vurderer egenskapene til den kjente Kalina-enheten.
Ovner "Rus"
Svært effektive enheter brukes til å produsere svært spredt damp, som ligner et russisk damprom. Ideell for både private bad og offentlige badstuer. Markedet tilbyr et bredt spekter av modeller fra denne produsenten. Den har de vanlige kurveovnene, samt prøver med en varmeovn og en dampautomater, som har høy virkningsgrad.
Ytterligere enheter lar deg utstyre sammenkoblet utstyr med forskjellige konfigurasjoner, bestemt av eierens preferanser. Materialene til Rus-produktene velges under hensyntagen til den betydelige varmebelastningen på ovnstrukturen.
Kalina-ovnen

Ovnen i badekaret har en gjennomsiktig skjerm som visuelt øker størrelsen på drivstoffkanalen. Den gir et bredt ildkammer, slik at du kan observere flammen fra forskjellige vinkler. Labyrintens gasskanal med en spesiell design gir rask oppvarming av damprommet opp til 30 kubikk og høy kvalitet på oppvarming av steiner som veier opp til 100 kilo.
Takket være den innebygde varmeveksleren, varmes vannet opp i en metallbeholder (det er plassert i et tilstøtende rom). Varmebestandig rustfritt stål i ovnveggene er kjemisk inert og ikke utsatt for oksidasjon og holder oksygen i luften.
Gjør det selv

For å lage en jernovn i badehuset med egne hender, må du forberede stålplater med størst mulig tykkelse. Med begrensede kostnader er det nok å velge stålplater med en standardstørrelse i størrelsesorden 1,5-2,0 mm. Etter det må du gjøre følgende:
- Forbered en skisse av ovnen, der alle detaljer og deres karakteristiske dimensjoner er indikert.
- Telle antall strukturelle elementer og deres totale areal.
- Bestem deg for behovet for jern.
- Overfør dimensjoner fra tegningen til metall, og kutt deretter alle arbeidsstykkene.
Når du kutter med en kvern, er det nødvendig å opprettholde vinkler på 90 grader strengt, og også sørge for at de motsatte sidene har samme størrelse. Etter det velges en flat plattform som ovnlegemet er montert fra emnene. Dette vil kreve:
- Plasser to arbeidsstykker i vinkel på ribbeina og lag flere tak for sveising.
- Først må du justere strømstyrken på sveiseenheten slik at buen ikke smelter metallet - da vil sømmen vise seg å være jevn og holdbar.
- Du må ta 2-3 millimeter; 4-5 taklinger er nok for det ene hjørnet.
- Det er viktig å kontrollere hjørneemnene, fordi den ferdige sømmen etter avkjøling vil føre arkene til sidene.
- Juster stillingen, sjekk vinkelen på 90 grader.
- På samme måte blir et annet par emner for sidevegger hentet for punktsveising.
- To kullhalveringer av karosseriet er montert og sveiset motstå 90 graders skjøter.
Resultatet er en stålboksvarmer, som gjenstår å sveise bunnen og lokket.
Lukket over og under skjelettet til den fremtidige ovnen har ufordøyd spalter, som deretter er sveiset med en kontinuerlig søm.
Regler for sveising

Ved sveising skal følgende punkter holdes:
- Det er umulig å opprettholde dimensjonene nøyaktig når du tar tak og passer. Dette er ikke skummelt, fordi når du sveiser med en kontinuerlig søm, vil de gjemme seg og ikke vil bli merkbar - oppkjøringen eller avvikene fra forskjellige sider kompenseres.
- Så at når brygging av lokket ikke faller i boksen, plasseres et høyt rundt stativ inni det.
- Et ark med en tykkelse på 10 mm blir tatt som bunnen av den indre varmeren. Dette vil tillate ham å tåle hovedvarmen til flammen, og en for tynn bunn brenner raskt ut. Etter det begynner røyken å strømme inn i damprommet.
Etter å ha fullført utformingen av topp og bunn, gå til forberedelse av hull.Først lages et lite hull i ovnen i den nedre delen - for ovnen.
- Boksen legges horisontalt og merkingen påføres på rett sted.
- En kvern eller en sveisemaskin kutter et hull under brennkammeret.
- En dør i samme størrelse er klippet ut fra et ark med billet.
- I den nedre delen (tredje) av boksen som steinene er plassert i, er det laget flere hull for rørene - deres antall er valgt om nødvendig. De plasseres i en avstand på minst 5 cm fra den nedre skilleveggen for å forbedre trekkraften. De skal installere en boks med tunge steiner.
- I den øvre delen blir et annet hull kokt - for å sette inn innerhuset.
- På omkretsen av hullet på 3 sider er to plater med en bredde på 4 cm festet til sveisen - for å styrke kuttlinjen. De første 3 strimlene er festet til den indre overflaten av huset, og de resterende på den ytre delen av vinduet med blanding.
- Mellom platene er det et gap tilstrekkelig til å sette inn den indre boksen.
- Den ene platen er sveiset på innsiden og på dørene til ovnen - for forsterkning.
- Ovnen fra askeskålen er inngjerdet med et rutenett av stålstenger med en diameter på 10-12 cm.
- For fullstendig forbrenning av ved trengs en bedre luftstrøm, slik at ristene sveises langs blåsens retning.
I henhold til monteringsordningen er ovnen laget av 2 deler - innvendig og utvendig - med en forskjell i størrelse på omtrent 10 centimeter. Denne klareringen er nødvendig for å fjerne forbrenningsavfall i skorsteinen. Under montering blir den indre delen plassert i det ytre skallet, som i enkleste tilfelle er montert på røykutblåsningsrør. Deres diameter er valgt vilkårlig, men ikke for liten. Størrelsen skal være nok til å skape god trekkraft.
I fremstillingen av en hjemmelaget badstueovn med egne hender, er det viktigste å overvåke alle skjøter i designen som utelukker varmetap og uttreden av forbrenningsprodukter til rommet.