Alle bedradingsschema's voorzien zonder uitzondering in het vertakken en aansluiten van kabels en draden. Dit vereist een extra installatie van een aansluitdoos, die is gemaakt van metaal of polymere materialen. Het ontwerp is echter niet voldoende, het is belangrijk om de technologie te kennen van het solderen van de gedraaide draden in de verdeelkast.
Waar zijn aansluitdozen voor?
De behoefte aan kabeldozen mag niet in twijfel worden getrokken. Om dit te verifiëren, moet u de waarschuwingen van specialisten lezen:
- Het negeren van de installatie van de constructie is een overtreding van de regels die zijn vastgelegd in regelgevende documenten.
- Naleving van brandveiligheid. Dankzij de RC wordt de kans op kortsluiting en brand aanzienlijk verkleind, dit komt door de strakheid van de constructie.
- Installatie van het apparaat kost veel tijd, maar in de toekomst zal het veel gemakkelijker zijn om draden te upgraden, te onderhouden, te repareren en te bouwen. Als u bijvoorbeeld een extra stopcontact of schakelaar moet installeren, kunnen de benodigde draden uit de aansluitdoos worden gehaald.
Over het algemeen is de installatie van een aansluitdoos vereist. De installatietechniek is eenvoudig, bij het aansluiten van draden kan complexiteit ontstaan.
Algemene overstapregels
De implementatie van de soldeermethode lijkt op lassen, er wordt alleen een gewone soldeerbout gebruikt en geen inverterapparaat met elektroden. Voordat u de aderen gaat draaien, moet u inblikken. Om dit te doen, wordt de soldeerbout verwarmd, ondergedompeld in hars en meerdere keren op de plaatsen gehouden die van isolatie zijn gereinigd totdat een roodachtige tint verschijnt.
Voor kwaliteitswerk moet u eerst de soldeerboutpunt controleren. Het is belangrijk dat het schoon is. Als het oppervlak ongelijk is en er zich vuil op heeft verzameld, is het onmogelijk om soldeer van hoge kwaliteit te maken. Verontreinigingen worden verwijderd met een bestand en vervolgens wordt het uiteinde herhaaldelijk vertind.
De voordelen van solderen ten opzichte van andere verbindingsmethoden

Er zijn verschillende manieren om de draden in de aansluitdoos aan te sluiten, maar alleen solderen en lassen verschillen in de minimale overgangsweerstand en monolithische verbinding. Iedereen kan de draden thuis solderen. Lassen vereist ervaring en de beschikbaarheid van een speciaal lasapparaat.
Om het werk uit te voeren, hebt u de volgende set gereedschappen nodig:
- flux;
- een mes ontworpen om isolerend materiaal te verwijderen;
- soldeer;
- zijsnijders;
- soldeerbout;
- tang of tang;
- schuurpapier.
Omdat u niet van tevoren alle benodigde gereedschappen en verbruiksartikelen hebt voorbereid, is het onmogelijk om met het werk te beginnen.
Soldeerdraden
Het vertinnen en solderen van kabels in de aansluitdoos wordt in verschillende fasen uitgevoerd.
- De isolerende laag verwijderen.
- Draadstrippen vóór het verschijnen van een karakteristieke glans van metaal.
- Onderhoud.
- Draaien.
- Solderen.
- Isolatie
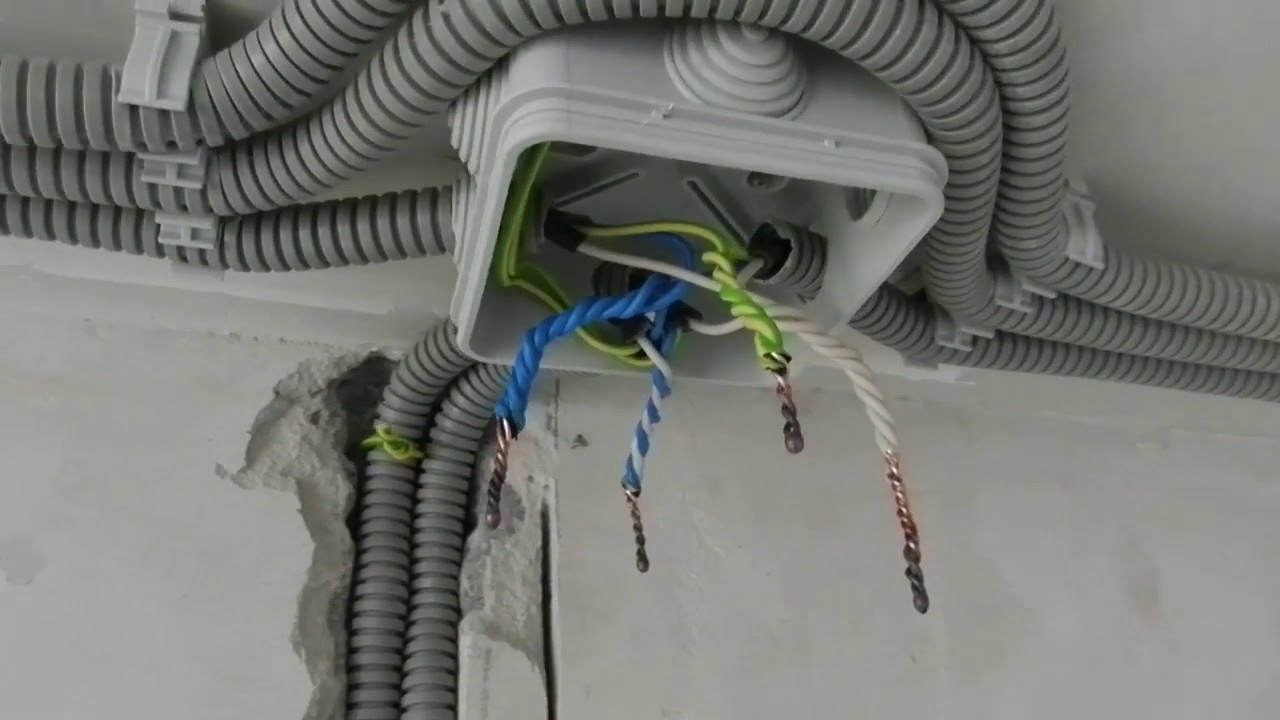
Voordat u doorgaat met het aansluiten van geleidende geleiders, moet u analyseren welke lengte vereist is. De draden zijn zo gesneden dat bij het solderen de uiteinden zich buiten de aansluitdoos bevinden. Aan het einde van het werk worden ze op elke gewenste manier gelegd.
Soldeerdraden in de aansluitdoos mogen niet strak zijn. De voorraad is in dit geval ook ongepast.
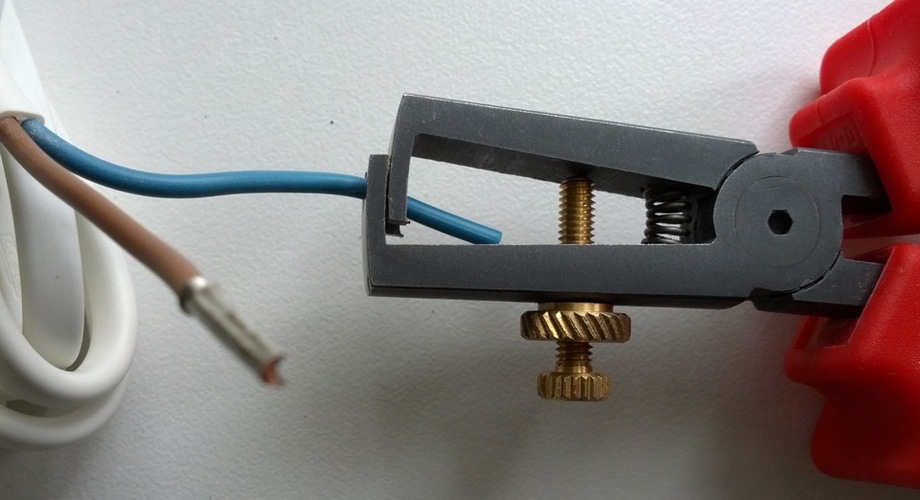
Om de isolerende laag te verwijderen, wordt een speciaal gereedschap gebruikt - een stripper of een scherp mes. Bij het werken met een scherp mes moeten de bewegingen lijken op het schaven van een potlood. Het is verboden om de isolatielaag met een tang of zijsnijder door te snijden; u kunt geen cirkelvormige sneden maken. Transversale schade zal in de nabije toekomst een breuk veroorzaken.
Voor een draad die bedoeld is om te solderen, varieert het strippen binnen 1,5-3 cm Het aantal windingen is minimaal 2.
De draden worden voor het solderen grondig geschild en vertind zodat er geen oxiden op het oppervlak van de draden verschijnen, wat de normale geleidbaarheid belemmert en de weerstand verhoogt. Reeds vertinde geleiders worden verdraaid met een tang of tang.
Het solderen van gedraaide koperdraden in een doos heeft een vergelijkbaar algoritme. De twist moet strak zijn, maar niet uitgerekt, anders kunnen de uiteinden van de geleidende draden eenvoudig afbreken.
Tenslotte worden gedraaide draden met een soldeerbout gesoldeerd, zodat het soldeer aan alle kanten met een gelijkmatige laag wordt bedekt. De kwaliteit van het werk hangt volledig af van hoe goed de uiteinden zijn schoongemaakt.
Selectie van soldeerboutvermogen
 Voor hoogwaardige werkprestaties is het vereist om vrij krachtige soldeerbouten te gebruiken, minimaal 65 watt. Dit is vooral belangrijk bij het werken met koperdraden, omdat koper een goede warmtegeleider is en daarom warmte van het soldeerpunt verwijdert. Als het vermogen van het apparaat niet voldoende is, kan dit leiden tot "koud solderen" - het soldeer bedekt het gesoldeerde gebied niet gelijkmatig en de sterkte zal laag zijn.
Voor hoogwaardige werkprestaties is het vereist om vrij krachtige soldeerbouten te gebruiken, minimaal 65 watt. Dit is vooral belangrijk bij het werken met koperdraden, omdat koper een goede warmtegeleider is en daarom warmte van het soldeerpunt verwijdert. Als het vermogen van het apparaat niet voldoende is, kan dit leiden tot "koud solderen" - het soldeer bedekt het gesoldeerde gebied niet gelijkmatig en de sterkte zal laag zijn.
Het apparaat moet de plaats gedurende 1 minuut of langer optimaal verwarmen, het oppervlak van het soldeer aan het einde van het werk moet glad zijn, een uniforme glans hebben.
Soldeer type
Er is een grote verscheidenheid aan soldeer, de belangrijkste staan in de tabel.
| Soldeermerk | Structuur (%) | Treksterkte (kg / mm) | Smelttemperatuur | Toepassing |
| POS-30 | Lood - 70
Blik - 30 |
3,2 | 266 | Voor het solderen en vertinnen van onderdelen van staal, koper en hun legeringen |
| POS-40 | Lood - 60
Tin - 40 |
3,8 | 238 | Voor het solderen en vertinnen van contacten en onderdelen in radioapparatuur van verzinkt staal |
| POS-90 | Leiden - 10
Blik - 90 |
4,9 | 220 | Voor het solderen en vertinnen van medische instrumenten en metalen gebruiksvoorwerpen |
| POS-61M | Koper - 2
Lood - 37 Tin - 61 |
4,5 | 192 | Voor het solderen en vertinnen van bedrukte aders en koperdraden |
| POS-61 (tertiair) | Leiden - 39
Tin - 61 |
4,3 | 190 | Voor vertinnen en solderen van onder spanning staande delen van brons, messing en koper met strakke naden |
| POSV-33 | Bismuth - 33,3
Lood - 33,3 Tin - 33.3 |
– | 130 | Voor het solderen van onderdelen van constantaan, messing en koper met een strakke naad |
| POSV-50 (Alloy Rose) | Bismuth - 50
Leiden - 25 Blik - 50 |
– | 94 | Voor het bewerken van onderdelen die gevoelig zijn voor oververhitting |
| Legering d Arce | Bismuth - 45,3
Lead - 45.1 Tin - 6.9 |
– | 79 | Voor de fabricage van zekeringen, vertinnen en solderen van onderdelen die gevoelig zijn voor oververhitting |
| Houten legering | Cadmium - 12,5
Bismuth - 50 Leiden - 25 Tin - 12.5 |
– | 68,5 | Een belangrijk kenmerk is giftig. Ontworpen voor de fabricage van zekeringen, vertinnen en solderen van onderdelen die gevoelig zijn voor thermische effecten |
De laatste drie soorten hebben een laag smeltpunt en een lage legeringssterkte.
Bescherming tegen oxidatie

Om de soldeerplek te beschermen tegen oxidatie door zuurstof, wordt een flux gebruikt. Bij het werken met koper worden meestal de volgende gebruikt:
- Hars, het bevat alleen dennenhars.
- LTI-120 omvat triethanolamine (1-2%), anilinehydrochloride (3-7%), ethylalcohol (66-73%), colofonium (20-25%).
- De samenstelling van alcoholhars omvat ethylalcohol (60-70%) en hars (30-40%).
De eenvoudigste, goedkoopste en tegelijkertijd gebruikelijke versie van de flux is gewone hars. De enige moeilijkheid die kan ontstaan bij het werken met een stof is een solide aggregatietoestand.
Soldeer- en vertinningtechnologie

Bij het starten met solderen of vertind draad, is het belangrijk om de draden horizontaal te plaatsen zodat de soldeerboutpunt alle kanten zonder belemmering raakt. Sommige "experts" raden aan om geleidende draden verticaal te plaatsen, maar dit is het niet waard, omdat soldeerdruppels zich kunnen gaan verspreiden.
Voor het vertinnen worden de draden verwarmd met een soldeerbout en raken ze parallel met een stuk colofonium de verwarmingsplaats totdat het begint te smelten. Als vloeibare flux wordt gebruikt, wordt deze eerst aangebracht voordat de verwarming begint. Na vertinnen zijn de draden verdraaid.
Soldeertechnologie is iets anders, omdat hier meer soldeer nodig is. Er wordt een flux op de geleidende draden aangebracht en met een soldeerbout opgewarmd totdat de gesmolten druppel gelijkmatig is verdeeld. Indien nodig kan de procedure worden herhaald.
Solderen met brander en smeltkroes

Als er een grote voorkant van het werk is, is het raadzaam om smeltkroezen te gebruiken, dit is een holle metalen cilinder die is uitgerust met een handvat voor het vullen met gesmolten soldeer. Dit apparaat kan worden verwarmd met een gasbrander of worden gebruikt als mondstuk op een krachtige soldeerbout.
De capaciteit bevat een kleine hoeveelheid gesmolten soldeer, terwijl het bevriest, slaagt een persoon erin om verschillende wendingen te maken.
Voorzorgsmaatregelen
Voorzichtigheid is geboden tijdens het werk, omdat gesmolten soldeer ernstige brandwonden kan veroorzaken als het in contact komt met de huid. Alle merken soldeer bevatten lood, waarvan de dampen giftig zijn voor mensen. Om vergiftiging te voorkomen, moet u in een gasmasker werken.
Bij het solderen van draden is het verboden zuurhoudende actieve fluxen te gebruiken, omdat ze na voltooiing van het werk volledig moeten worden verwijderd. Fluxresten hebben een destructief effect op alle materialen, vooral soldeerzuur en zinkchloride zijn agressief voor koper.
Over het algemeen mag het werk geen problemen veroorzaken, het belangrijkste is om van tevoren vertrouwd te raken met de uitvoeringstechnologie, alle verbruiksartikelen en gereedschappen voor te bereiden.


