Sambungan paip air polimer ke lebuh raya tunggal dilakukan dengan dua cara: dengan cara menghubungkan elemen (kelengkapan) atau dengan pematerian. Pilihan terakhir lebih menjimatkan - tidak perlu membeli bahagian tambahan. Tetapi ia memerlukan alat khas. Sekiranya anda mengetahui selok-belok kimpalan, adalah realistik untuk menyolder paip plastik untuk bekalan air di rumah dengan betul dengan tangan anda sendiri, tanpa penglibatan pakar. Ia juga akan menjimatkan anggaran keluarga anda.
Alat Kerja

Untuk menyambungkan unsur plastik dan propilena, kaedah penyebaran haba digunakan - peleburan apabila dipanaskan dengan besi pematerian khas. Ia berbeza dengan alat pematerian sederhana kerana ia tidak menggunakan elektrod tembaga, tetapi muncung keluli. Mereka dipasang di lubang pada elemen pemanasan besi pematerian. Pengendalian suhu dilakukan dengan menggunakan termostat yang terletak di badan.
Untuk bekerja dengan elemen paip yang diperbuat daripada polietilena atau polipropilena, anda juga memerlukan:
- alat ukur - pita pengukur, pembaris, segi empat sama, aras;
- gunting khas atau pemotong paip;
- cecair degreasing.
Di samping itu, ada baiknya menyediakan kertas pasir halus atau fail nipis. Mereka akan membantu membuat kepingan halus.
Langkah keselamatan
Semasa menggunakan besi pematerian, anda perlu mengikuti langkah keselamatan. Kegagalan berbuat demikian akan menjejaskan kualiti lekatan dan boleh menyebabkan kecederaan dan luka bakar.
Ikuti garis panduan ini:
- Letakkan besi pemateri panas hanya di pendirian.
- Gunakan sarung tangan untuk melindungi tangan daripada luka bakar.
- Kerja dilakukan di kawasan yang berventilasi baik, kerana bahan polimer mengeluarkan bahan berbahaya ketika dipanaskan.
Muncung mempunyai lapisan Teflon, yang mengelakkan penampilan deposit karbon. Pada akhir setiap proses pengelasan, baki polimer mesti dikeluarkan dengan spatula kayu. Pembersihan muncung yang disejukkan tidak dibenarkan, kerana ini boleh menyebabkan kerosakan pada lapisan dan kerosakan pada besi pematerian.
Ciri-ciri paip air pematerian

Sebelum memulakan, anda perlu memilih teknologi yang tepat. Untuk penyambungan, tiga kaedah pematerian digunakan:
- Muftovy. Dalam kes ini, gandingan dimasukkan di antara bahagian yang disangga. Keanehan prosesnya ialah hanya elemen sambungan yang dipanaskan. Biasanya, kaedah ini digunakan untuk paip dengan keratan rentas kecil dan sederhana.
- Berbentuk loceng. Muncung terpakai pelbagai diameter. Hujung bahagian dipotong pada sudut 90 darjah dan dibersihkan, dan kemudian dimasukkan ke dalam muncung bahagian yang sesuai. Semasa pematerian, hujung kedua elemen menjadi panas, cair dan bergabung. Setelah bergabung, bahagiannya tidak boleh dipusingkan.
- Pantat. Pada masa yang sama, hujung dua segmen direbus di seluruh satah. Ia digunakan untuk menghubungkan paip besar - dengan diameter lebih dari 5 cm dan ketebalan dinding 0,4 cm.
Sekiranya anda perlu memateri paip bertetulang, anda memerlukan alat khas - pencukur. Ia diperlukan untuk membersihkan paip dari aluminium, yang tersembunyi di bawah lapisan polimer atas. Seterusnya, pengelasan paip dijalankan mengikut kaedah standard.
Kadang-kadang bahagian berulir diperlukan di bahagian saluran paip. Pemasangan sedemikian boleh disolder ke persimpangan paip yang sesuai. Paip pematerian hanya boleh dilakukan pada suhu persekitaran positif.
Urutan kimpalan
Mula-mula anda perlu menyediakan paip itu sendiri.Mereka dibahagikan kepada segmen ukuran yang diperlukan, sejajar dan geser hujungnya, lap sendi dengan cecair degreasing.
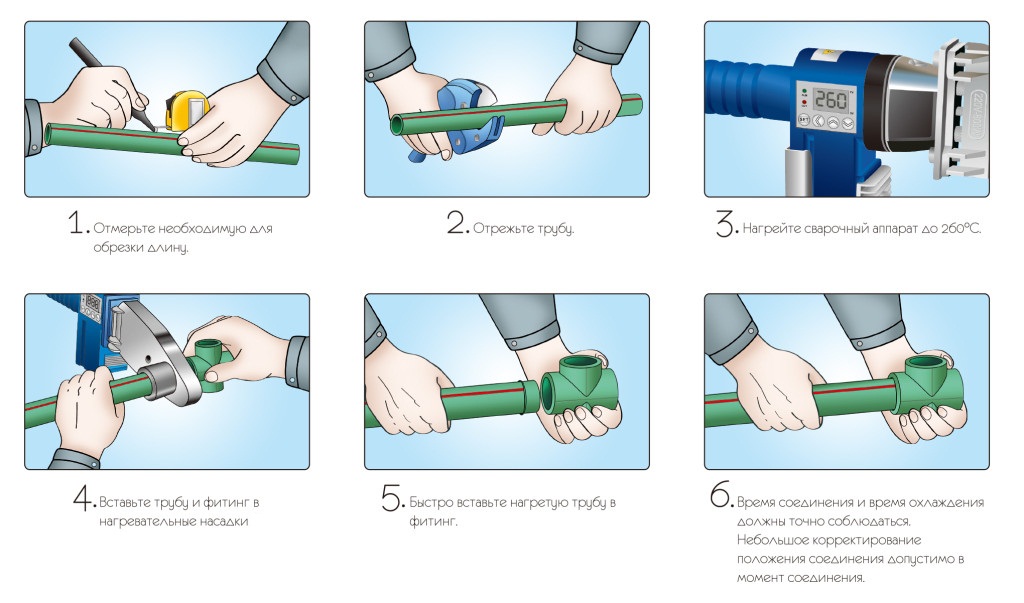 Besi solder dipasang pada permukaan rata, pasangkan muncung dengan bahagian polimer: satu atau lebih. Peranti standard membolehkan anda memasang muncung untuk dua paip dan dua gandingan pada masa yang sama, yang mempercepat proses pemasangan struktur.
Besi solder dipasang pada permukaan rata, pasangkan muncung dengan bahagian polimer: satu atau lebih. Peranti standard membolehkan anda memasang muncung untuk dua paip dan dua gandingan pada masa yang sama, yang mempercepat proses pemasangan struktur.
Dengan menggunakan pengatur suhu, pilih pemanasan yang diingini, memandangkan perbezaan penunjuk ini untuk polimer. Anda boleh menentukan paip khusus yang anda solder dengan menandakan pada produk itu sendiri. Untuk paip polipropilena dan polivinil klorida (PP dan PVC), pemanasan dilakukan hingga 260 darjah, untuk polietilena (HDPE) - hingga 220 darjah. Unsur-unsur yang dipanaskan dihubungkan antara satu sama lain dengan memasukkan paip ke soket, lengan atau dengan menyambung hujung segmen.
Tempoh lebur setelah membawa ke suhu yang diperlukan ditentukan bergantung pada keratan rentas:
| Diameter Produk (mm) | Masa untuk memanaskan hingga suhu yang diperlukan (saat) | Tempoh pematerian (saat) | Masa penyejukan (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Setelah sendi sejuk, periksa kebenaran kerja yang dilakukan. Keketatan bahagian pematerian diperiksa dengan meniup dan mengalirkan air. Sekiranya jahitan sendi dibuat dengan teruk, tempat kimpalan terputus, dan kerja kimpalan dilakukan lagi.
Memateri di tempat dan sudut yang tidak dapat diakses

Sekiranya perlu, paip boleh dikimpal pada sudut. Untuk ini, gandingan sudut khas digunakan. Sudut mengawal tahap lenturan. Beli produk dari satu pengeluar, ini akan memastikan lekatan tinggi pada elemen yang disambungkan.
Mengelas di tempat yang sukar dijangkau untuk orang awam memang sukar. Semasa bekerja di bawah siling, alat pemateri perlu digantung pada pancing. Kadang-kadang perlu untuk mengganti bahagian dalam sistem bekalan air yang ada: sekiranya berlaku kerosakan di mana air menetes, atau penyumbatan yang kuat. Cara termudah adalah dengan memateri kelengkapan berulir di tempat-tempat yang senang dilakukan, dan sudah meletakkan bahagian paip di atasnya.
Adalah mungkin untuk menyolder paip polipropilena jika air menetes melalui celah kecil menggunakan kimpalan artisanal. Jurang ditutup oleh bahan dari mana paip dibuat. Paku atau pemutar skru panas digunakan pada tempat yang rosak. Polimer lebur dilapisi dengan lubang. Tetapi ini adalah pilihan sementara, kawasan yang rosak masih perlu diganti.
Untuk masa yang singkat, produk polimer boleh ditutup dengan pengering rambut industri. Sendi dipanaskan sehingga bahan melembutkan. Pengapit diletakkan di atas paip dan diketatkan dengan ketat.
Kemungkinan kesilapan
 Kesalahan yang kerap menyebabkan kemunculan nod yang rosak semasa pemasangan saluran paip dari polimer:
Kesalahan yang kerap menyebabkan kemunculan nod yang rosak semasa pemasangan saluran paip dari polimer:
- bekerja dengan kepingan yang tidak bersih;
- kekasaran bahagian penyambung;
- penjajaran yang tidak tepat bagi elemen yang disambungkan;
- terlalu banyak daya semasa berlabuh;
- kemasukan paip yang tidak lengkap ke dalam pemasangan;
- pemanasan kecil atau berlebihan bahagian yang dikimpal;
- kehadiran lapisan penguat;
- menukar kedudukan elemen setelah menyejukkan plastik;
- penggunaan besi pematerian dengan muncung yang tercemar dengan polimer;
- membersihkan muncung yang disejukkan dan penggunaan bahagian seterusnya dengan lapisan Teflon yang rosak.
Kadang-kadang, pada bahan berkualiti tinggi, pemanasan yang teruk tidak memberikan kecacatan luaran visual. Tetapi pada masa yang sama, terdapat ubah bentuk dalaman apabila plastik yang dipanaskan menyekat laluan dalaman. Ini membawa kepada penyumbatan yang cepat dan menyekat aliran air.
Selain pematerian panas, kaedah kimpalan sejuk juga digunakan. Teknik ini melibatkan penggunaan pelarut khas sebagai komponen pematerian aktif, yang melembutkan struktur polimer. Kerana kerumitannya, kaedah ini tidak mendapat banyak populariti.


