Polimēru ūdensvadu savienojums vienā šosejā tiek veikts divos veidos: izmantojot savienojošos elementus (veidgabalus) vai lodējot. Pēdējais variants ir ekonomiskāks - nav jāpērk papildu detaļas. Bet tam ir nepieciešams īpašs rīks. Ja jūs zināt metināšanas sarežģītību, ir reāli pareizi ar savām rokām lodēt plastmasas caurules mājas ūdens apgādei, neiesaistot speciālistus. Tas ietaupīs arī jūsu ģimenes budžetu.
Darba rīki

Plastmasas un propilēna elementu savienošanai tiek izmantota termiskās difūzijas metode - sakausēšana, sildot ar īpašu lodāmuru. Tas atšķiras no vienkārša lodēšanas instrumenta ar to, ka tajā tiek izmantoti nevis vara elektrodi, bet tērauda sprauslas. Tie ir fiksēti caurumos uz lodāmura sildelementa. Temperatūras kontrole tiek veikta, izmantojot termostatu, kas atrodas uz ķermeņa.
Lai strādātu ar cauruļu elementiem, kas izgatavoti no polietilēna vai polipropilēna, jums papildus būs nepieciešams:
- mērinstrumenti - mērlente, lineāls, kvadrāts, līmenis;
- specializētas šķēres vai cauruļu griezējs;
- attaukošanas šķidrums.
Turklāt ir vērts sagatavot smalkgraudainu smilšpapīru vai plānu failu. Viņi palīdzēs padarīt šķēles perfekti gludas.
Drošības pasākumi
Strādājot ar lodāmuru, jums jāievēro drošības pasākumi. Pretējā gadījumā tas nelabvēlīgi ietekmē saķeres kvalitāti un var izraisīt ievainojumus un apdegumus.
Izpildiet šīs vadlīnijas:
- Novietojiet karsto lodāmuru tikai uz statīva.
- Lietojiet cimdus, lai pasargātu rokas no apdegumiem.
- Darbs tiek veikts labi vēdināmā vietā, jo karsējot polimēru materiāli izdala kaitīgas vielas.
Sprauslām ir teflona pārklājums, kas ļauj izvairīties no oglekļa nogulšņu parādīšanās. Katra metināšanas procesa beigās atlikušais polimērs jānoņem ar koka lāpstiņu. Atdzesētu sprauslu tīrīšana nav atļauta, jo tas var nodarīt kaitējumu pārklājumam un sabojāt lodmetālu.
Ūdens cauruļu lodēšanas īpašības

Pirms sākat, jums jāizvēlas pareizā tehnoloģija. Savienošanai tiek izmantotas trīs lodēšanas metodes:
- Muftovy. Šajā gadījumā savienojumus ievieto starp abaturētajām daļām. Procesa īpatnība ir tāda, ka tiek sildīti tikai paši savienojuma elementi. Parasti metodi izmanto caurulēm ar mazu un vidēju šķērsgriezumu.
- Zvanu formas. Lietotas dažāda diametra sprauslas. Detaļu galus sagriež 90 grādu leņķī un notīra, un pēc tam ievieto atbilstošās sekcijas sprauslā. Lodēšanas laikā divu elementu gali sasilst, izkausē un savienojas. Pēc pievienošanās detaļas nevar pagriezt.
- Muca. Tajā pašā laikā divu segmentu galus vāra pa visu plakni. To izmanto lielu cauruļu savienošanai - ar diametru vairāk nekā 5 cm un sienas biezumu 0,4 cm.
Ja ir nepieciešams lodēt pastiprinātas caurules, jums būs nepieciešams īpašs rīks - skuveklis. Tas ir nepieciešams, lai notīrītu cauruli no alumīnija, kas ir paslēpta zem augšējā polimēra pārklājuma. Tālāk cauruļu metināšana tiek veikta saskaņā ar standarta metodi.
Dažreiz cauruļvada sadaļā ir vajadzīgas vītņotas detaļas. Šādu veidgabalu var pielodēt pie piemērotas caurules savienojuma. Lodēšanas caurules jāveic tikai pozitīvā apkārtējās vides temperatūrā.
Metināšanas secība
Vispirms jums pašiem jāsagatavo caurules.Tos sadala vajadzīgā lieluma segmentos, izlīdzina un sasmalcina galus, noslaukiet savienojumus ar attaukošanas šķidrumu.
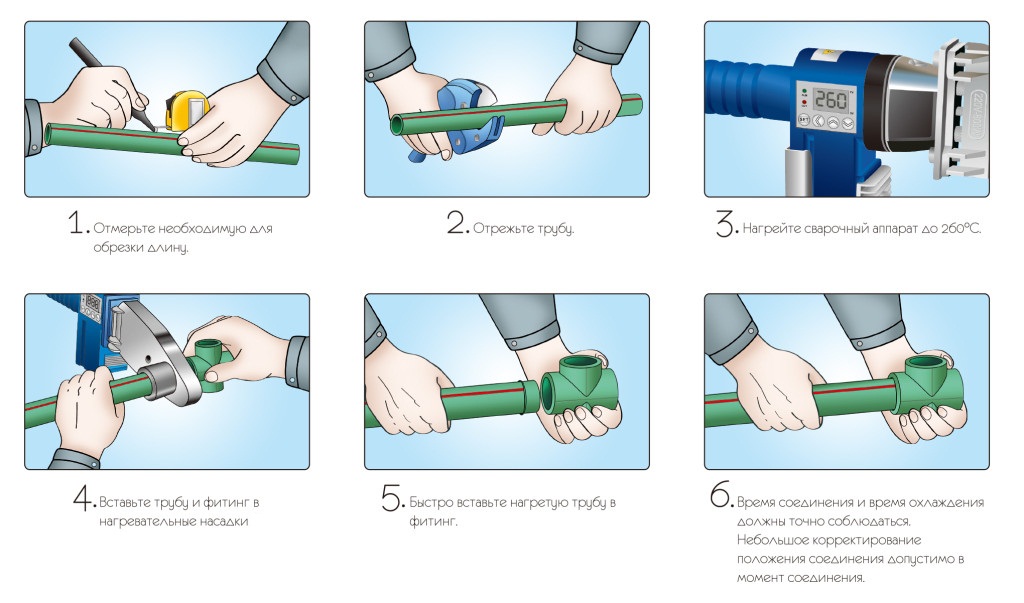 Lodāmurs ir uzstādīts uz līdzenas virsmas, pievienojiet sprauslas ar polimēru detaļām: vienu vai vairākas. Standarta ierīces ļauj vienlaikus iestatīt sprauslas divām caurulēm un diviem savienojumiem, kas paātrina struktūras montāžas procesu.
Lodāmurs ir uzstādīts uz līdzenas virsmas, pievienojiet sprauslas ar polimēru detaļām: vienu vai vairākas. Standarta ierīces ļauj vienlaikus iestatīt sprauslas divām caurulēm un diviem savienojumiem, kas paātrina struktūras montāžas procesu.
Izmantojot temperatūras regulatoru, izvēlieties vēlamo sildīšanu, ņemot vērā šī indikatora atšķirību polimēriem. Jūs varat norādīt, kuras konkrētās caurules jūs lodējat, atzīmējot uz paša izstrādājuma. Polipropilēna un polivinilhlorīda caurulēm (PP un PVC) apkure tiek veikta līdz 260 grādiem, polietilēnam (HDPE) - līdz 220 grādiem. Apsildāmie elementi ir savienoti viens ar otru, ievietojot cauruli kontaktligzdā, uzmavā vai savienojot segmentu galus.
Kušanas ilgumu pēc nepieciešamās temperatūras paaugstināšanas nosaka atkarībā no šķērsgriezuma:
| Izstrādājuma diametrs (mm) | Laiks sasildīties līdz vajadzīgajai temperatūrai (sek) | Lodēšanas periods (sek) | Dzesēšanas laiks (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Pēc tam, kad savienojums ir atdzisis, pārbaudiet veiktā darba pareizību. Lodētās sekcijas hermētiskumu pārbauda, pūšot un izlaižot ūdeni. Ja savienojuma šuve tiek izgatavota slikti, metināšanas vieta tiek nogriezta un metināšanas darbi tiek veikti no jauna.
Lodēšana nepieejamās vietās un stūros

Ja nepieciešams, caurules var metināt leņķī. Šim nolūkam tiek izmantotas īpašas leņķiskās sakabes. Leņķis kontrolē lieces pakāpi. Pērciet viena ražotāja produktus, tas nodrošinās pievienoto elementu augstu saķeri.
Metināšana grūti pieejamās vietās cilvēkiem ir sarežģīta. Strādājot zem griestiem, lodēšanas aparātam būs jābūt pakārtam uz āķa. Dažreiz ir nepieciešams nomainīt daļu esošajā ūdens apgādes sistēmā: bojājuma gadījumā, caur kuru ūdens pilējas, vai spēcīga aizsprostojuma gadījumā. Vienkāršākais veids ir lodēt vītņotos veidgabalus tajās vietās, kur to ir ērti izdarīt, un jau uz tiem uzlikt caurules sekciju.
Polipropilēna cauruli ir iespējams lodēt, ja caur nelielu metālu plaisu ūdens pilinās, izmantojot amatniecisko metināšanu. Plaisu aizver materiāls, no kura tiek izgatavota caurule. Bojātajā vietā tiek uzlikts karsts nagu vai skrūvgriezis. Izkausētais polimērs ir pārklāts ar caurumu. Bet šī ir pagaidu iespēja, bojātā zona joprojām būs jāmaina.
Uz īsu laiku polimēra izstrādājumu var aizzīmogot ar rūpniecisko matu žāvētāju. Savienojumu uzkarsē, līdz materiāls mīkstina. Uz caurules tiek uzlikts skava un cieši pievilkta.
Iespējamās kļūdas
 Biežas kļūdas, kas izraisa bojātu mezglu parādīšanos cauruļvada montāžas laikā no polimēriem:
Biežas kļūdas, kas izraisa bojātu mezglu parādīšanos cauruļvada montāžas laikā no polimēriem:
- darbs ar neiztīrītām šķēlītēm;
- savienojošo detaļu raupjums;
- pievienoto elementu nepareiza izlīdzināšana;
- pārlieku liels spēks, veicot dokstaciju;
- nepilnīga caurules ievietošana veidgabalā;
- maza vai pārmērīga metinātu detaļu sildīšana;
- pastiprinošā slāņa klātbūtne;
- elementu stāvokļa maiņa pēc plastmasas atdzesēšanas;
- lodāmura izmantošana ar sprauslām, kas piesārņotas ar polimēru;
- atdzesētu sprauslu tīrīšana un turpmāka detaļu lietošana ar bojātu teflona slāni.
Dažreiz augstas kvalitātes materiāliem smaga pārkaršana nedod vizuālus ārējos defektus. Bet tajā pašā laikā notiek iekšēja deformācija, kad sakarsētā plastmasa bloķē iekšējo eju. Tas noved pie ātras ūdens aizsērēšanas un aizsprostošanas.
Papildus karstai lodēšanai tiek izmantota arī aukstās metināšanas metode. Metode ietver īpaša šķīdinātāja izmantošanu kā aktīvo lodēšanas sastāvdaļu, kas mīkstina polimēra struktūru. Savas sarežģītības dēļ metode nav guvusi lielu popularitāti.


