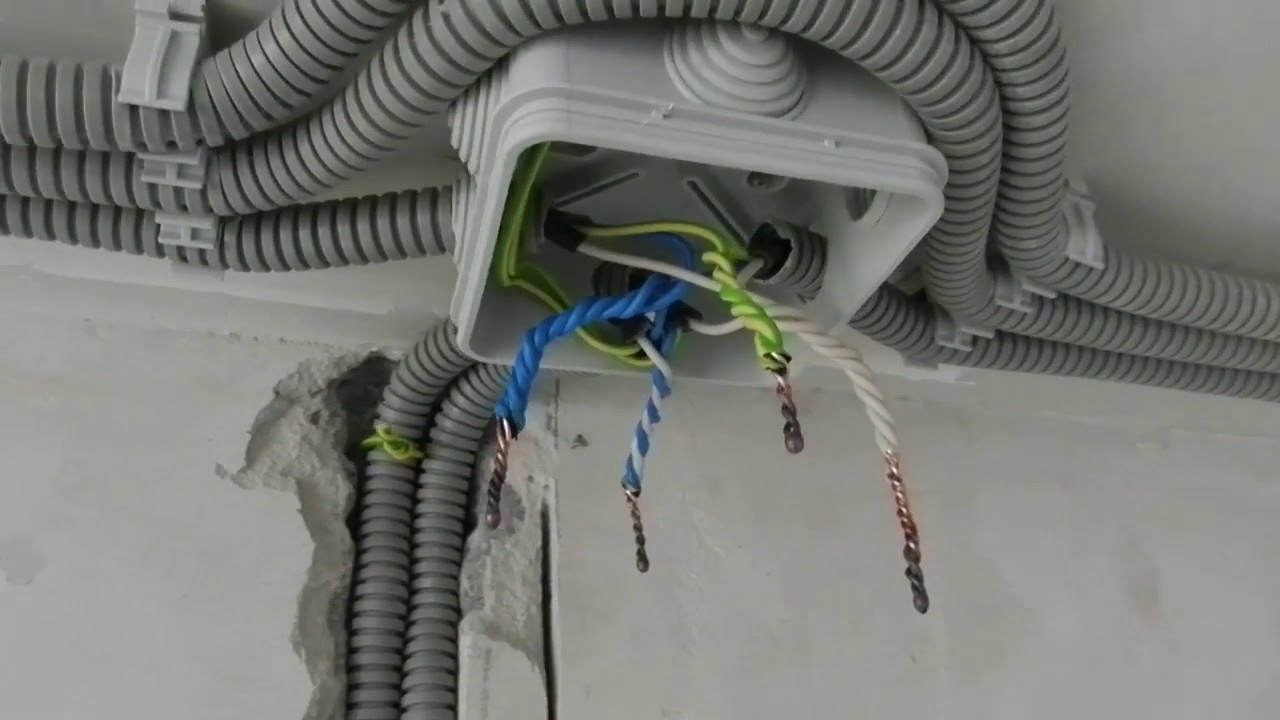
Bez izņēmuma visas elektroinstalācijas shēmas nodrošina kabeļu un vadu sazarošanos un savienošanu. Tam nepieciešama papildu savienojuma kārbas uzstādīšana, kas ir izgatavota no metāla vai polimēru materiāliem. Tomēr nepietiek ar dizaina izveidošanu, ir svarīgi zināt savīti vadu lodēšanas tehnoloģiju sadales kārbā.
Kam paredzētas sadales kārbas?
Nevajadzētu šaubīties par nepieciešamību pēc sadales kārbām. Lai to pārbaudītu, jums jāizlasa speciālistu brīdinājumi:
- Konstrukcijas uzstādīšanas novārtā atstāšana ir normatīvajos dokumentos noteikto noteikumu pārkāpums.
- Atbilstība ugunsdrošībai. Pateicoties RC, ir ievērojami samazināta īssavienojumu un ugunsgrēka iespējamība, tas ir saistīts ar struktūras necaurlaidību.
- Ierīces uzstādīšana prasīs daudz laika, taču nākotnē vadu jaunināšana, uzturēšana, labošana un izveidošana būs daudz vienkāršāka. Piemēram, ja jums jāinstalē papildu kontaktligzda vai slēdzis, nepieciešamos vadus var izvest no savienojuma kārbas.
Parasti ir nepieciešama montāžas kārbas uzstādīšana. Instalācijas tehnoloģija ir vienkārša, savienojot vadus, var rasties sarežģītība.
Vispārīgi pārslēgšanās noteikumi
Lodēšanas metodes ieviešana atgādina metināšanu, tiek izmantots tikai parasts lodāmurs, nevis invertora aparāts ar elektrodiem. Pirms vēnu sagriešanas jums ir nepieciešams alvas. Lai to izdarītu, lodāmurs tiek uzkarsēts, iegremdēts kolofonā un vairākas reizes noturēts virs vietām, kas tika iztīrītas no izolācijas, līdz parādās sarkanīga nokrāsa.
Lai veiktu kvalitatīvu darbu, vispirms jāpārbauda lodāmura uzgalis. Ir svarīgi, lai tā būtu tīra. Ja virsma ir nelīdzena, uz tās ir uzkrājušies netīrumi, augstas kvalitātes lodēšanu nebūs iespējams pagatavot. Piesārņotāji tiek noņemti ar failu, pēc tam tā beigas tiek atkārtoti tinētas.
Lodēšanas priekšrocības salīdzinājumā ar citām savienošanas metodēm

Ir vairāki veidi, kā savienot vadus savienojuma kārbā, tomēr minimālā pārejas pretestība un monolītais savienojums atšķiras tikai no lodēšanas un metināšanas. Ikviens var pielodēt vadus mājās. Metināšanai būs nepieciešama pieredze un īpašas metināšanas iekārtas pieejamība.
Lai veiktu darbu, būs nepieciešams šāds rīku komplekts:
- plūsma;
- nazis, kas paredzēts izolācijas materiāla noņemšanai;
- lodēt;
- sānu griezēji;
- lodāmurs;
- knaibles vai knaibles;
- smilšpapīrs.
Ja iepriekš neesat sagatavojis visus nepieciešamos rīkus un palīgmateriālus, darbu sākt nav iespējams.
Lodēšanas stieples
Kabeļu retināšana un lodēšana savienojuma kārbā tiek veikta vairākos posmos.
- Izolācijas slāņa noņemšana.
- Stiepļu noņemšana pirms raksturīga metāla spīduma parādīšanās.
- Apkalpošana.
- Sagriešanās.
- Lodēšana.
- Izolācija
Pirms turpināt vadošo vadītāju savienošanu, ir jāanalizē, kāds garums ir nepieciešams. Vadi tiek sagriezti tā, lai lodējot, gali atrastos ārpus savienojuma kārbas. Darba beigās tie tiek ieklāti jebkurā vēlamajā veidā.
Lodēšanas vadiem savienojuma kārbā nav atļauts būt stingri. Arī krājums šajā gadījumā nav piemērots.
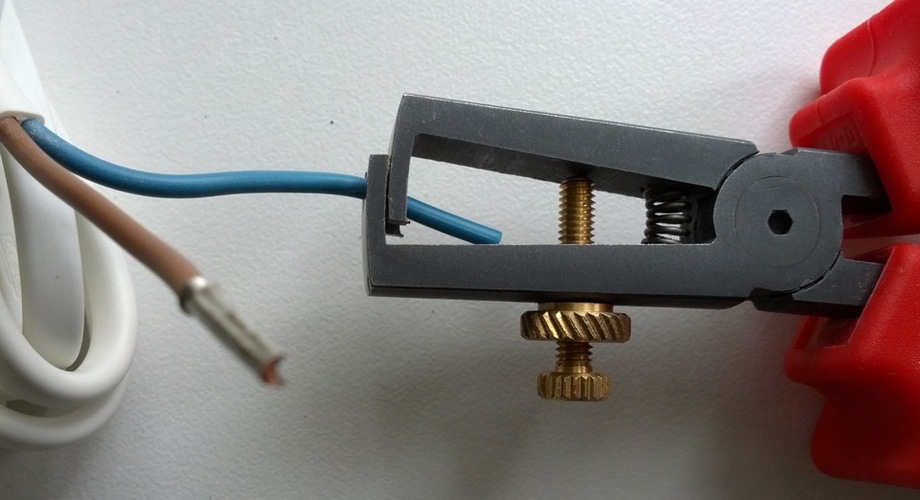
Izolācijas slāņa noņemšanai tiek izmantots īpašs rīks - noņēmējs vai ass nazis. Strādājot ar asu nazi, kustībām vajadzētu atgādināt zīmuļa ēvelēšanu. Izolācijas slāni ir aizliegts griezt ar knaibles vai sānu griezējiem; jūs nevarat veikt apļveida griezumus. Šķērsvirziena bojājumi tuvākajā nākotnē radīs pārtraukumu.
Stieplei, kas paredzēta lodēšanai, noņemšana svārstās no 1,5 līdz 3 cm, pagriezienu skaits ir vismaz 2.
Vadi pirms lodēšanas tiek kārtīgi nomizoti un konservēti, lai uz vadu virsmas neparādītos oksīdi, kas traucē normālu vadītspēju un palielina pretestību. Jau noslīpēti vadītāji ir savīti, izmantojot knaibles vai knaibles.
Vītā vara stiepļu lodēšanai kastē ir līdzīgs algoritms. Savijumam jābūt cieši pievilktam, bet ne izstieptam, pretējā gadījumā vadošo vadu gali var vienkārši nolauzties.
Visbeidzot, savīti stieples tiek pielodēti ar lodāmuru, lai lodēšana no visām pusēm būtu pārklāta ar vienmērīgu slāni. Darba kvalitāte pilnībā ir atkarīga no tā, cik labi tika iztīrīti gali.
Lodāmura jaudas izvēle
 Lai kvalitatīvi veiktu darbu, ir jāizmanto diezgan jaudīgi lodāmuri, vismaz 65 vati. Tas ir īpaši svarīgi, strādājot ar vara stieplēm, jo varš ir labs siltuma vadītājs, tāpēc noņem siltumu no lodēšanas vietas. Ja ierīces jauda nav pietiekama, tas var izraisīt "aukstu lodēšanu" - lodmetāls vienmērīgi neaptver lodējamo zonu, un izturība būs zema.
Lai kvalitatīvi veiktu darbu, ir jāizmanto diezgan jaudīgi lodāmuri, vismaz 65 vati. Tas ir īpaši svarīgi, strādājot ar vara stieplēm, jo varš ir labs siltuma vadītājs, tāpēc noņem siltumu no lodēšanas vietas. Ja ierīces jauda nav pietiekama, tas var izraisīt "aukstu lodēšanu" - lodmetāls vienmērīgi neaptver lodējamo zonu, un izturība būs zema.
Ierīcei vajadzētu optimāli sasildīt vietu vismaz 1 minūti vai vairāk, lodēšanas virsmai darba beigās jābūt gludai, ar vienmērīgu spīdumu.
Lodēšanas tips
Ir daudz dažādu lodmetālu, galvenie ir uzskaitīti tabulā.
| Lodēšanas atzīme | Struktūra (%) | Stiepes izturība (kg / mm) | Kušanas temperatūra | Pieteikums |
| POS-30 | Svins - 70
Alva - 30 |
3,2 | 266 | Tērauda, vara un to sakausējumu detaļu lodēšanai un konservēšanai |
| POS-40 | Svins - 60
Alva - 40 |
3,8 | 238 | Kontaktu un detaļu lodēšanai un rūdīšanai radioiekārtās, kas izgatavotas no cinkota tērauda |
| POS-90 | Svins - 10
Alva - 90 |
4,9 | 220 | Medicīnisko instrumentu un metāla piederumu lodēšanai un konservēšanai |
| POS-61M | Varš - 2
Svins - 37 Alva - 61 |
4,5 | 192 | Iespiestu vadītāju un vara stiepļu lodēšanai un rūdīšanai |
| POS-61 (terciārais) | Svins - 39
Alva - 61 |
4,3 | 190 | Dzīvu detaļu, kas izgatavotas no bronzas, misiņa un vara, nostiprināšanai un lodēšanai ar stingrām šuvēm |
| POSV-33 | Bismuts - 33,3
Svins - 33,3 Alva - 33,3 |
– | 130 | Lodēšanai detaļām, kas izgatavotas no konstanta, misiņa un vara ar ciešu šuvi |
| POSV-50 (sakausējuma roze) | Bismuts - 50
Svins - 25 Alva - 50 |
– | 94 | Tādu detaļu apstrādei, kuras ir pakļautas pārkaršanai |
| Sakausējums d Arce | Bismuts - 45,3
Svins - 45,1 Alva - 6,9 |
– | 79 | Drošinātāju ražošanai, to daļu pārkaršanai un lodēšanai, kuras ir jutīgas pret pārkaršanu |
| Koka sakausējums | Kadmijs - 12,5
Bismuts - 50 Svins - 25 Alva - 12,5 |
– | 68,5 | Svarīga īpašība ir toksiska. Paredzēts drošinātāju ražošanai, detaļu, kas ir jutīgas pret termiskajiem efektiem, lobīšanai un lodēšanai |
Pēdējām trim šķirām ir zema kušanas temperatūra un zema sakausējuma izturība.
Aizsardzība pret oksidāciju

Lai aizsargātu lodēšanas vietu no oksidēšanās ar skābekli, tiek izmantota plūsma. Strādājot ar varu, visbiežāk tiek izmantoti šādi elementi:
- Kolofonija, tajā ir tikai priežu kolofonijs.
- LTI-120 ietilpst trietanolamīns (1–2%), anilīna hidrohlorīds (3–7%), etilspirts (66–73%), kolofonijs (20–25%).
- Spirta kolofonija sastāvs satur etilspirtu (60–70%) un kolofonu (30–40%).
Vienkāršākā, lētākā un tajā pašā laikā izplatītā plūsmas versija ir parastā kolofonija. Vienīgās grūtības, kas var rasties, strādājot ar vielu, ir ciets agregātstāvoklis.
Lodēšanas un skalošanas tehnoloģija

Sākot lodēt vai skārda stieples, ir svarīgi stieples novietot horizontāli, lai lodāmura gals netraucēti pieskartos visām pusēm. Daži "eksperti" iesaka vadītspējīgus vadus novietot vertikāli, taču tas nav tā vērts, jo var sākt izplatīties lodēšanas pilieni.
Pirms konservēšanas stieples tiek sasildītas ar lodāmuru un paralēli tās pieskaras sildīšanas vietai ar kolofonija gabalu, līdz tā sāk izkausēt. Ja tiek izmantots šķidrums, tas tiek uzklāts vispirms pirms sildīšanas. Pēc skalošanas stieples ir savītas.
Lodēšanas tehnoloģija nedaudz atšķiras, jo šeit ir nepieciešams vairāk lodēšanas. Uz vadošām vadiem tiek uzlikta plūsma un sasildīta ar lodāmuru, līdz izkusušais piliens ir vienmērīgi sadalīts. Ja nepieciešams, procedūru var atkārtot.
Lodēšana ar degli un tīģeli

Ja darba priekšā ir liela daļa, ieteicams izmantot tīģeļus, kas ir dobs metāla cilindrs, kas aprīkots ar rokturi, lai piepildītu ar kausētu lodēšanu. Šo ierīci var sildīt, izmantojot gāzes degli, vai izmantot kā sprauslu uz jaudīga lodāmura.
Kapacitāte satur nelielu daudzumu izkausēta lodmetāla, kamēr tas sasalst, cilvēkam izdodas veikt vairākus līkločus.
Piesardzības pasākumi
Darba laikā jāievēro piesardzība, jo izkausēts lodējums, nonākot saskarē ar ādu, var atstāt smagus apdegumus. Visu zīmolu lodmetālos ir svins, kura tvaiki ir toksiski cilvēkiem. Lai novērstu saindēšanos, jums jādarbojas respiratorā.
Lodējot vadus, ir aizliegts izmantot skābes saturošas aktīvās plūsmas, jo pēc darba pabeigšanas tām nepieciešama pilnīga noņemšana. Flux atlikumiem ir destruktīva ietekme uz visiem materiāliem, jo īpaši lodēšanas skābe un cinka hlorīds ir agresīvi pret varu.
Kopumā darbam nevajadzētu radīt grūtības, galvenais ir iepriekš iepazīties ar izpildes tehnoloģiju, sagatavot visus palīgmateriālus un instrumentus.


