Polimerinių vandens vamzdžių sujungimas į vieną greitkelį atliekamas dviem būdais: jungiamųjų elementų (jungiamųjų detalių) arba litavimo būdu. Pastarasis variantas yra ekonomiškesnis - nereikia pirkti papildomų dalių. Bet tam reikia specialaus įrankio. Jei žinote suvirinimo painiavą, yra realu savo rankomis teisingai suvirinti plastikinius vamzdžius, skirtus namų vandentiekiui, nedalyvaujant specialistams. Tai taip pat padės sutaupyti jūsų šeimos biudžetą.
Darbo įrankiai

Norėdami sujungti plastikinius ir propileno elementus, naudojamas šiluminės difuzijos metodas - lydymas, kai šildomas specialiu lituokliu. Tai skiriasi nuo paprasto litavimo įrankio tuo, kad jame naudojami ne variniai elektrodai, bet plieniniai purkštukai. Jie pritvirtinti skylėse ant lituoklio kaitinimo elemento. Temperatūra kontroliuojama termostatu, esančiu ant kūno.
Norėdami dirbti su vamzdžių elementais, pagamintais iš polietileno arba polipropileno, jums papildomai reikės:
- matavimo prietaisai - matuoklis, liniuotė, kvadratas, lygis;
- specializuotos žirklės ar vamzdžių pjaustytuvas;
- nuriebalinimo skystis.
Be to, verta paruošti smulkiagrūdį švitrinį popierių arba ploną failą. Jie padės padaryti skilteles tobulai lygiomis.
Apsaugos priemonės
Dirbdami su lituokliu, turite laikytis saugos priemonių. To nepadarius, tai turės neigiamos įtakos sukibimų kokybei ir gali sužeisti bei nudegti.
Laikykitės šių nurodymų:
- Karštą lituoklį padėkite tik ant stovo.
- Norėdami apsaugoti rankas nuo nudegimų, naudokite pirštines.
- Darbai atliekami gerai vėdinamoje vietoje, nes kaitinant polimerinės medžiagos išskiria kenksmingas medžiagas.
Antgaliai yra padengti teflono danga, kuri leidžia išvengti anglies nuosėdų atsiradimo. Kiekvieno suvirinimo proceso pabaigoje likusį polimerą reikia pašalinti medine mentele. Neleidžiama valyti aušinamų purkštukų, nes tai gali pažeisti dangą ir sugadinti lituoklį.
Vandens vamzdžių litavimo ypatybės

Prieš pradėdami, turite pasirinkti tinkamą technologiją. Prijungimui naudojami trys litavimo būdai:
- Muftovy. Tokiu atveju jungtys įkišamos tarp pritvirtintų dalių. Proceso ypatumas yra tas, kad šildomi tik patys jungimo elementai. Paprastai metodas naudojamas vamzdžiams, kurių skerspjūvis yra mažas ir vidutinis.
- Varpo formos. Naudoti įvairaus diametro purkštukai. Dalių galai supjaustomi 90 laipsnių kampu ir yra išvalomi, o po to įkišami į atitinkamo skyriaus purkštuką. Litavimo metu dviejų elementų galai įkaista, ištirpsta ir sujungiami. Po sujungimo dalių negalima pasukti.
- Užpakalis. Tuo pačiu metu dviejų segmentų galai virinami visoje plokštumoje. Jis naudojamas sujungti didelius vamzdžius - kurių skersmuo yra didesnis nei 5 cm, o sienos storis - 0,4 cm.
Jei reikia lituoti sustiprintus vamzdžius, jums reikės specialaus įrankio - skustuvo. Tai reikalinga valyti vamzdį iš aliuminio, kuris yra paslėptas po viršutine polimero danga. Toliau vamzdžių suvirinimas atliekamas pagal standartinį metodą.
Kartais vamzdyno dalyje reikalingos srieginės dalys. Tokią jungiamąją detalę galima išlyginti iki tinkamo vamzdžio sandūros. Litavimo vamzdžiai turėtų būti atliekami tik esant teigiamai aplinkos temperatūrai.
Suvirinimo seka
Pirmiausia turite patys paruošti vamzdžius.Jie yra suskirstyti į reikiamo dydžio segmentus, sulygiuoti ir poliruoti galus, nuvalyti sąnarius nuriebalinančiu skysčiu.
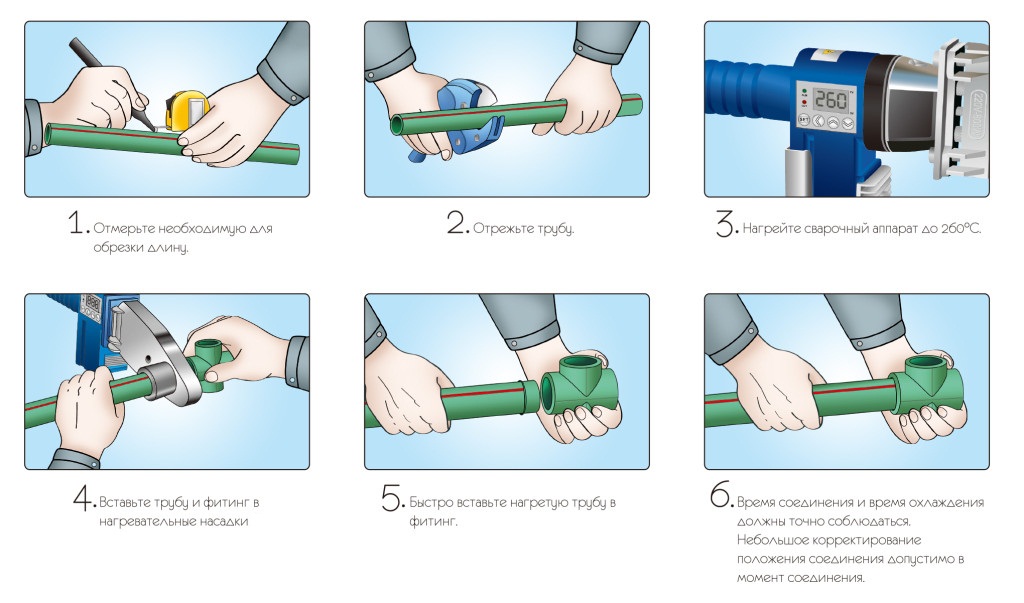 Lituoklis montuojamas ant lygaus paviršiaus, pritvirtinkite purkštukus su polimerinėmis dalimis: viena ar daugiau. Standartiniai įtaisai leidžia nustatyti purkštukus dviem vamzdžiams ir dviem jungtims tuo pačiu metu, o tai pagreitina konstrukcijos surinkimo procesą.
Lituoklis montuojamas ant lygaus paviršiaus, pritvirtinkite purkštukus su polimerinėmis dalimis: viena ar daugiau. Standartiniai įtaisai leidžia nustatyti purkštukus dviem vamzdžiams ir dviem jungtims tuo pačiu metu, o tai pagreitina konstrukcijos surinkimo procesą.
Naudodamiesi temperatūros reguliatoriumi, pasirinkite norimą šildymą, atsižvelgiant į šio rodiklio skirtumą polimerams. Galite nurodyti, kuriuos konkrečius vamzdžius lydysite, pažymėdami patį gaminį. Polipropileno ir polivinilchlorido vamzdžiams (PP ir PVC) šildymas atliekamas iki 260 laipsnių, polietilenui (HDPE) - iki 220 laipsnių. Šildomi elementai yra sujungti vienas su kitu, įkišant vamzdį į lizdą, movą arba sujungdami segmentų galus.
Lydymosi trukmė, pasiekus reikiamą temperatūrą, nustatoma atsižvelgiant į skerspjūvį:
| Gaminio skersmuo (mm) | Laikas sušilti iki reikiamos temperatūros (sek) | Litavimo laikotarpis (sek.) | Aušinimo laikas (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Po to, kai sąnarys atvės, patikrinkite atlikto darbo teisingumą. Lituotos sekcijos sandarumas tikrinamas pučiant ir praleidžiant vandenį. Jei sąnarinė siūlė padaryta blogai, suvirinimo vieta nupjaunama ir vėl atliekamas suvirinimo darbas.
Litavimas neprieinamose vietose ir kampuose

Jei reikia, vamzdžiai gali būti virinami kampu. Tam naudojamos specialios kampinės movos. Kampas kontroliuoja lenkimo laipsnį. Pirkite vieno gamintojo gaminius, tai užtikrins aukštą sujungtų elementų sukibimą.
Suvirinti sunkiai prieinamose vietose žmonėms yra sunku. Dirbant po lubomis, litavimo aparatas turės kabėti ant kablio. Kartais reikia pakeisti esamos vandens tiekimo sistemos dalį: jei apgadinta, per kurią vanduo laša, arba stiprus užsikimšimas. Paprasčiausias būdas yra lituoti sriegines jungiamąsias detales tose vietose, kur tai yra patogu tai padaryti, ir jau ant jų uždėti vamzdžio sekciją.
Polipropileno vamzdį galima lituoti, jei vanduo laša per nedidelį įtrūkimą, naudodamas amatininką. Tarpas uždaromas medžiaga, iš kurios pagamintas vamzdis. Į trūkumų vietą uždedamas karštas vinis arba atsuktuvas. Išlydytas polimeras yra padengtas skyle. Bet tai yra laikinas pasirinkimas, pažeistą vietą vis tiek reikės pakeisti.
Polimerinį gaminį trumpam galima užklijuoti pramoniniu plaukų džiovintuvu. Siūlė kaitinama, kol medžiaga suminkštėja. Ant vamzdžio uždedamas spaustukas ir tvirtai priveržiamas.
Galimos klaidos
 Dažnos klaidos, dėl kurių susidaro defektiniai mazgai montuojant dujotiekį iš polimerų:
Dažnos klaidos, dėl kurių susidaro defektiniai mazgai montuojant dujotiekį iš polimerų:
- darbas su neišvalytomis skiltelėmis;
- jungiamųjų dalių šiurkštumas;
- netikslus sujungtų elementų išlyginimas;
- per daug jėgos jungiant;
- nepilnas vamzdžio įdėjimas į armatūrą;
- mažas ar per didelis suvirintų dalių šildymas;
- armavimo sluoksnio buvimas;
- elementų padėties keitimas po plastiko aušinimo;
- lituoklio su purkštukais, užterštais polimeru, naudojimas;
- aušinamų purkštukų valymas ir vėlesnis dalių naudojimas pažeistu teflono sluoksniu.
Kartais dėl aukštos kokybės medžiagų stiprus perkaitimas neduoda matomų išorinių defektų. Bet tuo pačiu metu yra vidinė deformacija, kai šildomas plastikas blokuoja vidinį praėjimą. Tai lemia greitą užsikimšimą ir vandens srauto blokavimą.
Be karšto litavimo, taip pat naudojamas šaltojo suvirinimo metodas. Šis metodas apima specialaus tirpiklio, kaip aktyvaus litavimo komponento, naudojimą, kuris minkština polimero struktūrą. Dėl savo sudėtingumo metodas negavo didelio populiarumo.


