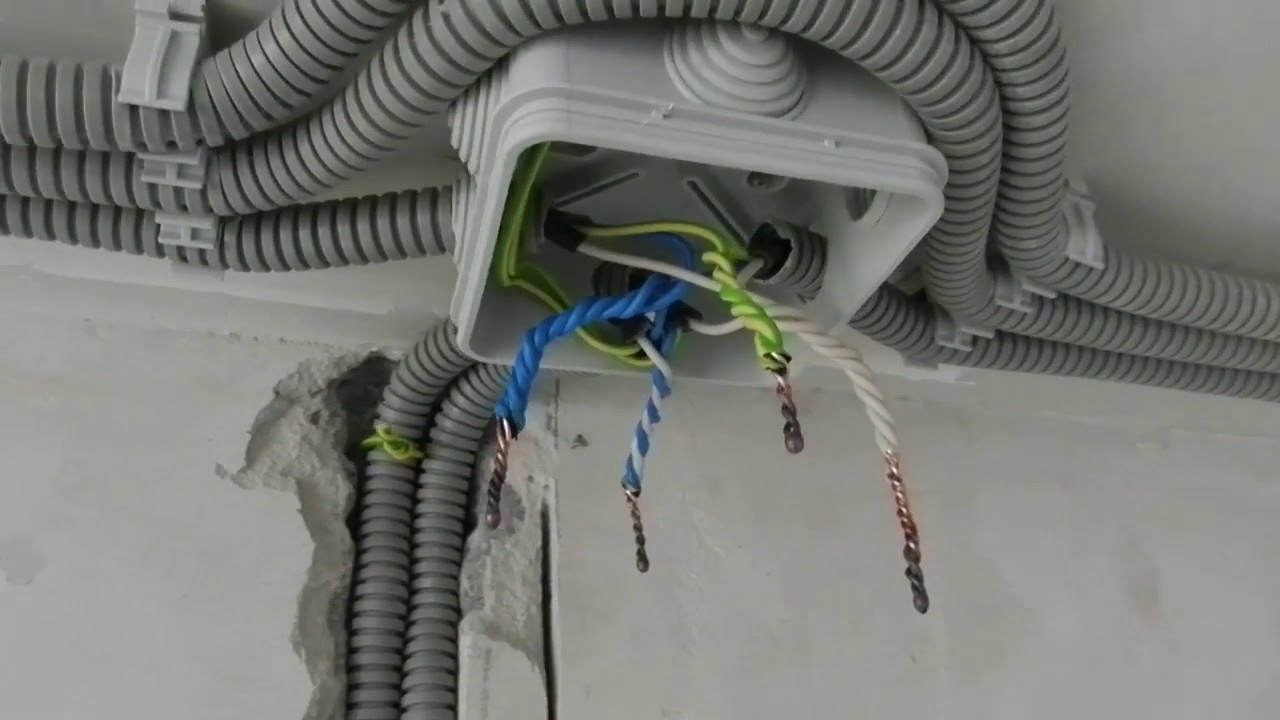
Be išimties visose laidų schemose pateikiamas kabelių ir laidų išsišakojimas ir prijungimas. Tam reikia papildomai įrengti jungiamąją dėžę, kuri yra pagaminta iš metalo ar polimerinių medžiagų. Tačiau norint nustatyti dizainą nepakanka, svarbu žinoti susuktų laidų litavimo elektros dėžutėje technologiją.
Kam skirtos jungiamosios dėžutės?
Dėl jungiamųjų dėžių poreikio neturėtų kilti abejonių. Norėdami tai patvirtinti, turėtumėte perskaityti specialistų įspėjimus:
- Aplaidus konstrukcijos montavimas yra norminių dokumentų nustatytų taisyklių pažeidimas.
- Priešgaisrinės saugos laikymasis. RC dėka žymiai sumažėja trumpųjų jungimų ir gaisro tikimybė, taip yra dėl konstrukcijos sandarumo.
- Įrenginio įrengimas užtruks daug laiko, tačiau ateityje bus daug lengviau atnaujinti, prižiūrėti, taisyti ir nutiesti laidus. Pvz., Jei jums reikia įdiegti papildomą lizdą ar jungiklį, reikalingus laidus galima išvesti iš jungiamojo dėžutės.
Paprastai reikia sumontuoti jungiamąją dėžę. Montavimo technologija yra paprasta, jungiant laidus gali kilti sudėtingumo.
Bendrosios perjungimo taisyklės
Litavimo metodo įgyvendinimas primena suvirinimą, naudojamas tik įprastas lituoklis, o ne keitiklio aparatas su elektrodais. Prieš sukdami venas, turite išlyginti. Norėdami tai padaryti, lituoklis kaitinamas, panardinamas į kanifoliją ir keletą kartų laikomas, kol nuo izoliacijos išvalytose vietose pasirodys rausvas atspalvis.
Norėdami atlikti kokybišką darbą, pirmiausia turite patikrinti lituoklio antgalį. Svarbu, kad ji būtų švari. Jei paviršius nelygus, ant jo susikaupė nešvarumų, nebus įmanoma pagaminti aukštos kokybės litavimo. Teršalai pašalinami kartu su rinkmena, tada jo galas pakartotinai skiedžiamas.
Litavimo pranašumai, palyginti su kitais sujungimo būdais

Yra keli būdai, kaip prijungti laidus jungiamojoje dėžutėje, tačiau tik litavimas ir suvirinimas skiriasi minimaliu perėjimo atsparumu ir monolitiniu ryšiu. Kiekvienas gali namuose užklijuoti laidus. Virinant reikės patirties ir galimybės įsigyti specialų suvirinimo aparatą.
Norėdami atlikti darbą, jums reikia šių įrankių rinkinio:
- srautas;
- peilis, skirtas izoliacinėms medžiagoms pašalinti;
- lydmetalis;
- šoniniai pjaustytuvai;
- lituoklis;
- replės ar replės;
- švitrinis popierius.
Iš anksto neparuošę visų reikiamų įrankių ir eksploatacinių medžiagų, neįmanoma pradėti darbo.
Litavimo laidai
Kabelių valymas ir litavimas jungiamojoje dėžutėje atliekamas keliais etapais.
- Izoliacinio sluoksnio pašalinimas.
- Vielos išpardavimas prieš tai, kai atsiranda būdingas metalo blizgesys.
- Aptarnavimas.
- Sukimas.
- Litavimas.
- Isolation
Prieš pradedant laidžių laidininkų prijungimą, reikia išanalizuoti, kokio ilgio reikia. Laidai supjaustomi taip, kad litavimo metu galai būtų už jungiamojo dėžutės. Pasibaigus darbui, jie klojami bet kokiu norimu būdu.
Litavimo laidų jungimo dėžutėje neleidžiama būti sandariems. Atsargos šiuo atveju taip pat netinkamos.
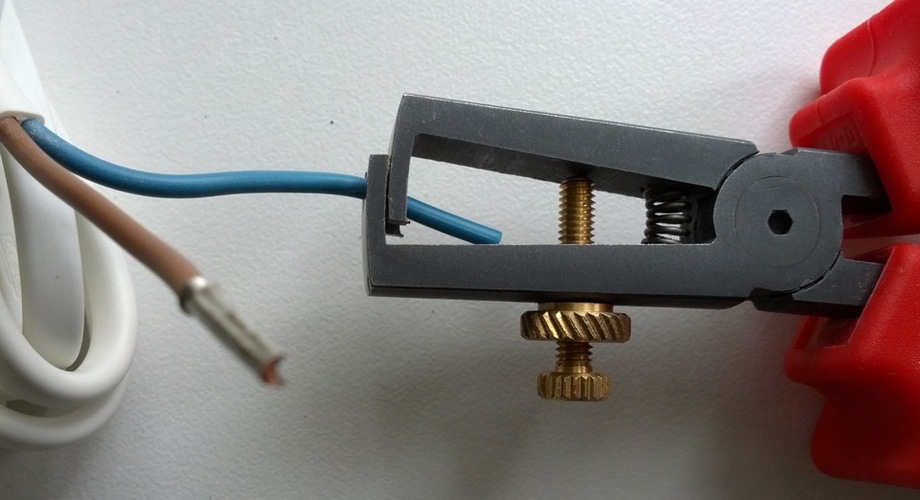
Norint pašalinti izoliacinį sluoksnį, naudojamas specialus įrankis - nuėmiklis arba aštrus peilis. Dirbant aštriu peiliu, judesiai turėtų būti panašūs į pieštuko obliavimą. Draudžiama pjaustyti izoliacinį sluoksnį replėmis ar šoninėmis pjaustyklėmis; apskritimo pjūvių daryti negalima. Skersinė žala artimiausiu metu sukels pertrauką.
Litavimui skirtos vielos išpardavimas skiriasi 1,5–3 cm, posūkių skaičius yra mažiausiai 2.
Laidai prieš litavimą kruopščiai nulupami ir išlyginami taip, kad laidų paviršiuje neliktų oksidų, kurie trukdo normaliam laidumui ir padidina atsparumą. Jau išardyti laidininkai yra susukti naudojant reples ar reples.
Susuktų varinių laidų litavimas dėžutėje turi panašų algoritmą. Sukimas turi būti sandarus, bet ne ištemptas, kitaip laidžių laidų galai gali tiesiog nutrūkti.
Galiausiai susukti laidai yra lituojami lituokliu taip, kad litavimas būtų padengtas vienodais sluoksniais iš visų pusių. Darbo kokybė visiškai priklauso nuo to, ar gerai buvo valomi galai.
Lituoklio galios pasirinkimas
 Norint kokybiškai atlikti darbą, reikia naudoti gana galingus, ne mažiau kaip 65 vatus, litavimo lygintuvus. Tai ypač svarbu dirbant su variniais laidais, nes varis yra geras šilumos laidininkas, todėl pašalina šilumą iš litavimo taško. Jei prietaiso galios nepakanka, tai gali sukelti „šaltą litavimą“ - lydmetalis nevienodai dengia litavimo plotą, o stiprumas bus mažas.
Norint kokybiškai atlikti darbą, reikia naudoti gana galingus, ne mažiau kaip 65 vatus, litavimo lygintuvus. Tai ypač svarbu dirbant su variniais laidais, nes varis yra geras šilumos laidininkas, todėl pašalina šilumą iš litavimo taško. Jei prietaiso galios nepakanka, tai gali sukelti „šaltą litavimą“ - lydmetalis nevienodai dengia litavimo plotą, o stiprumas bus mažas.
Prietaisas turėtų optimaliai sušildyti vietą 1 ar daugiau minučių, o litavimo paviršius darbo pabaigoje turėtų būti lygus, turėti vienodą blizgesį.
Litavimo tipas
Yra daugybė lydmetalių, pagrindiniai išvardyti lentelėje.
| Litavimo ženklas | Struktūra (%) | Tempiamasis stipris (kg / mm) | Lydymosi temperatūra | Taikymas |
| POS-30 | Švinas - 70
Alavas - 30 |
3,2 | 266 | Plieno, vario ir jų lydinių dalių litavimui ir skardinimui |
| POS-40 | Švinas - 60
Alavas - 40 |
3,8 | 238 | Skirta kontaktiniams elementams ir dalims lituoti ir tinkuoti iš cinkuoto plieno pagamintoje radijo ryšio įrangoje |
| POS-90 | Švinas - 10
Alavas - 90 |
4,9 | 220 | Medicininių instrumentų ir metalinių indų litavimui ir skardinimui |
| „POS-61M“ | Varis - 2
Švinas - 37 Alavas - 61 |
4,5 | 192 | Spausdintinių laidininkų ir varinių laidų litavimui ir skardinimui |
| POS-61 (tretinis) | Švinas - 39
Alavas - 61 |
4,3 | 190 | Skirta gyvų dalių, pagamintų iš bronzos, žalvario ir vario, su sandariomis siūlėmis, valymui ir litavimui |
| POSV-33 | Bismutas - 33,3
Švinas - 33,3 Alavas - 33,3 |
– | 130 | Litavimo dalims iš konstanto, žalvario ir vario su sandariu siūlu |
| POSV-50 (lydinio rožė) | Bismuto - 50
Švinas - 25 Alavas - 50 |
– | 94 | Skirta detalėms, kurios gali perkaisti |
| Lydinio arkos | Bismutas - 45,3
Švinas - 45,1 Alavas - 6,9 |
– | 79 | Saugiklių gamybai, perkaitimui jautrių dalių išlydymui ir litavimui |
| Medienos lydinys | Kadmis - 12,5
Bismuto - 50 Švinas - 25 Alavas - 12,5 |
– | 68,5 | Svarbi savybė yra toksiška. Skirta saugikliams gaminti, šiluminiam poveikiui jautrių dalių išlydymui ir litavimui |
Paskutinės trys rūšys turi žemą lydymosi temperatūrą ir mažą lydinio stiprumą.
Apsauga nuo oksidacijos

Norėdami apsaugoti litavimo vietą nuo oksidacijos deguonimi, naudojamas srautas. Kai dirbate su variu, dažniausiai naudojami šie būdai:
- Kanifolija, joje yra tik pušies kanifolija.
- LTI-120 apima trietanolaminą (1–2 proc.), Anilino hidrochloridą (3–7 proc.), Etilo alkoholį (66–73 proc.), Kanifoliją (20–25 proc.).
- Į alkoholio kanifolijos sudėtį įeina etilo alkoholis (60–70%) ir kanifolija (30–40%).
Paprasčiausias, pigiausias ir tuo pačiu metu įprastas srauto variantas yra paprastas kanifolija. Vienintelis sunkumas, kuris gali kilti dirbant su medžiaga, yra tvirta apibendrinimo būsena.
Litavimo ir konservavimo technologija

Pradėdami lituoti arba skardos vielą, svarbu laidus išdėstyti horizontaliai, kad lituoklio antgalis be kliūčių liestųsi su visomis pusėmis. Kai kurie „ekspertai“ rekomenduoja laidžius laidus pastatyti vertikaliai, tačiau tai nėra verta, nes gali pradėti plisti lydmetalio lašai.
Prieš konservavimą, laidai kaitinami lituokliu ir lygiagrečiai paliečiami kaitinimo vieta kanifolijos gabalėliu, kol ji pradeda tirpti. Jei naudojamas skystas srautas, jis pirmiausia tepamas prieš pradedant šildymą. Po konservavimo laidai susukti.
Litavimo technologija šiek tiek skiriasi, nes čia reikia daugiau litavimo. Ant laidžių laidų tepamas srautas ir pašildomas lituokliu, kol išlydytas lašas pasiskirsto tolygiai. Jei reikia, procedūrą galima pakartoti.
Litavimas degikliu ir tigliu

Jei yra didelis darbo priekis, patartina naudoti tiglius, kurie yra tuščiaviduris metalinis cilindras su rankena, skirta užpildyti išlydytu lydmetaliu. Šį prietaisą galima šildyti naudojant dujų degiklį arba naudoti kaip purkštuką ant galingos lituoklio.
Talpoje yra nedidelis kiekis išlydyto lydmetalio, kol jis užšąla, žmogus sugeba padaryti keletą posūkių.
Atsargumo priemonės
Darbo metu reikia elgtis atsargiai, nes ištirpęs lydmetalis gali sukelti rimtus nudegimus, kai jis liečiasi su oda. Visų rūšių lydmetaliuose yra švino, kurio garai yra toksiški žmonėms. Norėdami išvengti apsinuodijimo, turite dirbti su respiratoriumi.
Litavimo metu laidus draudžiama naudoti rūgščių turinčius aktyvius srautus, nes po darbo juos reikia visiškai pašalinti. Flux likučiai turi destruktyvų poveikį visoms medžiagoms, ypač litavimo rūgštis ir cinko chloridas yra agresyvus variui.
Apskritai darbas neturėtų sukelti sunkumų, svarbiausia yra iš anksto susipažinti su vykdymo technologija, paruošti visas eksploatacines medžiagas ir įrankius.


