A polimer vízcsövek egyetlen autópályához történő csatlakoztatását kétféle módon hajtják végre: összekötő elemekkel (szerelvények) vagy forrasztással. Ez utóbbi lehetőség gazdaságosabb - nem kell további alkatrészeket vásárolni. De ehhez külön eszköz szükséges. Ha ismeri a hegesztés bonyolultságait, realisztikus, hogy saját kezével, szakemberek bevonása nélkül forrasztja be az otthoni vízellátáshoz szükséges műanyag csöveket. Ez megtakarítja a családi költségvetést.
Munkaeszközök

A műanyag és a propilén elemek összekapcsolásához a hődiffúzió módszerét alkalmazzák - fúzió, amikor speciális forrasztópázzal hevítik. Az egyszerű forrasztó szerszámtól abban különbözik, hogy nem réz elektródákat, hanem acél fúvókákat használ. Ezek a forrasztópáka fűtőelemének lyukain vannak rögzítve. A hőmérsékletet a testén elhelyezett termosztáttal kell végrehajtani.
Polietilénből vagy polipropilénből készült csőelemekkel történő munkavégzéshez továbbá szüksége van:
- mérőműszerek - mérőszalag, vonalzó, négyzet, szint;
- speciális olló vagy csővágó;
- zsírtalanító folyadék.
Ezenkívül érdemes finom szemcsés csiszolópapírt vagy vékony reszelőt készíteni. Segítik a szeletek tökéletes simítását.
Biztonsági intézkedések
Forrasztópáka használatakor be kell tartania a biztonsági óvintézkedéseket. Ennek elmulasztása hátrányosan befolyásolja a tapadások minőségét, sérüléseket és égési sérüléseket okozhat.
Kövesse ezeket az irányelveket:
- Helyezze a forró forrasztópárat csak az állványra.
- Használjon kesztyűt, hogy megvédje a kezét az égéstől.
- A munkát jól szellőző helyen kell elvégezni, mivel a polimer anyagok hevítéskor káros anyagokat bocsátanak ki.
A fúvókák teflon bevonattal vannak ellátva, amely elkerüli a szénlerakódások megjelenését. Minden hegesztési folyamat végén a megmaradt polimert fa spatulával kell eltávolítani. A lehűtött fúvókák tisztítása nem engedélyezett, mivel ez a bevonat károsodásához és a forrasztópáka károsodásához vezethet.
A vízcsövek forrasztásának jellemzői

Mielőtt elkezdené, ki kell választania a megfelelő technológiát. A csatlakozáshoz három forrasztási módszert használnak:
- Muftovy. Ebben az esetben a csatlakozókat illesztették az illesztett részek közé. A folyamat sajátossága az, hogy csak magukat a csatlakozó elemeket hevítik fel. Általában ezt a módszert használják kis és közepes keresztmetszetű csövekhez.
- Harang alakú. Különböző átmérőjű használt fúvókák. Az alkatrészek végeit 90 fokos szögben vágják le, megtisztítják, majd behelyezik a megfelelő szakasz fúvókájába. A forrasztás során a két elem vége felmelegszik, megolvad és összekapcsolódik. Csatlakozás után az alkatrészek nem fordíthatók el.
- Csikk. Ugyanakkor két szegmens végét az egész síkon forraljuk. Nagy csövek összekapcsolására szolgál - több mint 5 cm átmérőjű és 0,4 cm falvastagságú.
Ha meg kell forrasztani a megerősített csöveket, akkor speciális szerszámra - borotvára - szüksége van. Meg kell tisztítani a csövet alumíniumból, amely a felső polimer bevonat alatt van elrejtve. Ezután a csövek hegesztését a szokásos módszer szerint hajtjuk végre.
Időnként menetes alkatrészekre van szükség a csővezeték szakaszában. Egy ilyen illesztést meg lehet forrasztani egy megfelelő cső csomópontjához. A forrasztócsöveket csak pozitív környezeti hőmérsékleten szabad végezni.
Hegesztési sorrend
Először el kell készítenie a csöveket.Osztják fel a szükséges méretű szegmensekre, igazítsák és őröljék a végeket, törölje le az illesztéseket zsírtalanító folyadékkal.
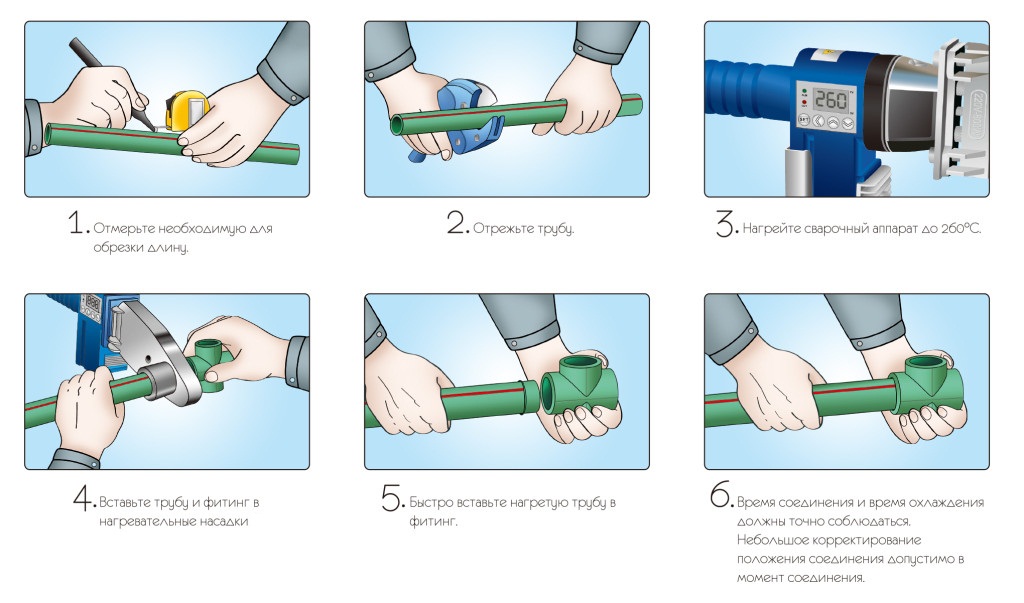 A forrasztópáka egy sima felületre van felszerelve, csatlakoztassa a fúvókákat polimer alkatrészekkel: egy vagy több. A szokásos eszközök lehetővé teszik a fúvókák beállítását két csőhöz és két csatlakozóhoz egyszerre, ami felgyorsítja a szerkezet összeszerelési folyamatát.
A forrasztópáka egy sima felületre van felszerelve, csatlakoztassa a fúvókákat polimer alkatrészekkel: egy vagy több. A szokásos eszközök lehetővé teszik a fúvókák beállítását két csőhöz és két csatlakozóhoz egyszerre, ami felgyorsítja a szerkezet összeszerelési folyamatát.
Hőmérsékletszabályozó segítségével válassza ki a kívánt melegítést, figyelembe véve a polimerek ezen mutatója közötti különbséget. Megadhatja, hogy melyik konkrét csöveket forrasztja, ha maga a terméken van jelölve. Polipropilén és polivinil-klorid csövek (PP és PVC) melegítése 260 fokig, polietilén (HDPE) esetében - 220 fokig megy végbe. A fűtött elemeket a csőnek a dugaszba dugásával vagy a csatlakozóba történő beillesztésével vagy a szegmensek végeinek összekapcsolásával lehet egymással összekapcsolni.
Az olvadás időtartamát a kívánt hőmérsékletre emelése után a keresztmetszet függvényében határozzuk meg:
| Termék átmérő (mm) | A kívánt hőmérsékletre való felmelegedés ideje (másodperc) | Forrasztási idő (másodpercben) | Hűtési idő (perc) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Miután a csatlakozás lehűlt, ellenőrizze az elvégzett munka helyességét. A forrasztott szakasz tömörségét víz befúvásával és átvezetésével ellenőrzik. Ha a csuklóvarrás rosszul elkészült, a hegesztési hely levágásra kerül és a hegesztési munkát ismét elvégzik.
Forrasztás hozzáférhetetlen helyeken és sarkokban

Ha szükséges, a csöveket szögben hegeszthetjük. Ehhez speciális szögkapcsolókat kell használni. Szög szabályozza a hajlítás mértékét. Vásároljon termékeket egy gyártótól, ez biztosítja a csatlakoztatott elemek magas tapadását.
A laikusok számára nehezen elérhető helyeken hegesztés nehéz. Ha a mennyezet alatt dolgozik, a forrasztókészüléknek horoggal kell lógnia. Időnként ki kell cserélni egy meglévő vízellátó rendszer egy részét: sérülés esetén, amelyen keresztül a víz csepeg, vagy erős elzáródás. A legegyszerűbb módszer a menetes csatlakozók megforrasztása azokon a helyeken, ahol kényelmes megtenni, és már ráhelyezni egy csőszakaszt.
Polipropilén csöveket forraszthatunk, ha a víz kézműves hegesztéssel csepegtet egy kis repedésen. A rést az anyag zárja be, amelyből a csövet készítették. Forró szöget vagy csavarhúzót helyezünk a hibás helyre. Az olvadt polimert lyukkal bevonják. De ez egy ideiglenes lehetőség, a sérült területet továbbra is ki kell cserélni.
Rövid ideig a polimer terméket lezárhatjuk ipari hajszárítóval. A hézagot addig melegítjük, amíg az anyag meglágyul. A csőre szorítót rögzítenek és szorosan meghúzzák.
Lehetséges hibák
 Gyakori hibák, amelyek hibás csomópontok megjelenéséhez vezetnek a csővezeték polimerekből történő összeszerelése során:
Gyakori hibák, amelyek hibás csomópontok megjelenéséhez vezetnek a csővezeték polimerekből történő összeszerelése során:
- dolgozzon tisztítatlan szeletekkel;
- a csatlakozó részek érdessége;
- a csatlakoztatott elemek pontatlan igazítása;
- túl sok erő dokkoláskor;
- a cső hiányos behelyezése a csatlakozóba;
- a hegesztett alkatrészek kicsi vagy túlzott hevítése;
- megerősítő réteg jelenléte;
- az elemek helyzetének megváltoztatása a műanyag lehűtése után;
- forrasztópáka használata polimerrel szennyezett fúvókákkal;
- a lehűtött fúvókák tisztítása és az alkatrészek későbbi használata sérült teflonréteggel.
Időnként, kiváló minőségű anyagokon a súlyos túlmelegedés nem okoz vizuális külső hibákat. Ugyanakkor belső deformáció is fennáll, amikor a hevített műanyag blokkolja a belső járatot. Ez gyors eltömődéshez és a vízáramlás blokkolásához vezet.
A forró forrasztás mellett hideghegesztési módszert is alkalmaznak. A technika magában foglalja egy speciális oldószer alkalmazását aktív forrasztó komponensként, amely lágyítja a polimer szerkezetét. Bonyolultsága miatt a módszer nem szerzett nagy népszerűséget.


