A kábel beszerelésekor nem lehet olyan megbízható elektromos kapcsolatot létrehozni, mint amilyennek látszik. Különösen igaz ez az alumínium huzalokra: a fém fizikai tulajdonságai miatt problémák merülhetnek fel azok összekapcsolásakor.
Az alumínium huzal tulajdonságai
A PUE szabványok szerint tilos alumíniumvezetők használata lakóhelyiségekben történő felszereléskor.
Az alumínium huzal olcsó megoldás, amelynek nagyságrendje alacsonyabb az árán, mint a réznél. Nem rejlik korróziónak, mivel azonnal fel van borítva egy vastag oxid-filmmel. Kis fajsúlya van.
A fő hátrány az alumínium alacsony villamos vezetőképessége. Ez 37,9 μS × m, ami majdnem kétszer rosszabb, mint a réznél, amelynek 59,5 μS × m van. A vezető alacsony rugalmassága lehetetlenné teszi a felszerelést olyan helyeken, ahol ismételt mechanikai igénybevételnek vannak kitéve.
A huzalcsatlakozásoknak négy típusa van: préselés, préselés, hegesztés, forrasztás. A préselő hüvelyek és a sorkapcsok lehetővé teszik a kábel egyszerű és gyors felszerelését olyan helyeken, ahol nincs szükség nagy mechanikai ellenállásra. A forrasztás és hegesztés biztosítja a legtartósabb és legmegbízhatóbb kapcsolatot, de ehhez hozzáértés és speciális szerszámok használata szükséges.
Préselési módszer
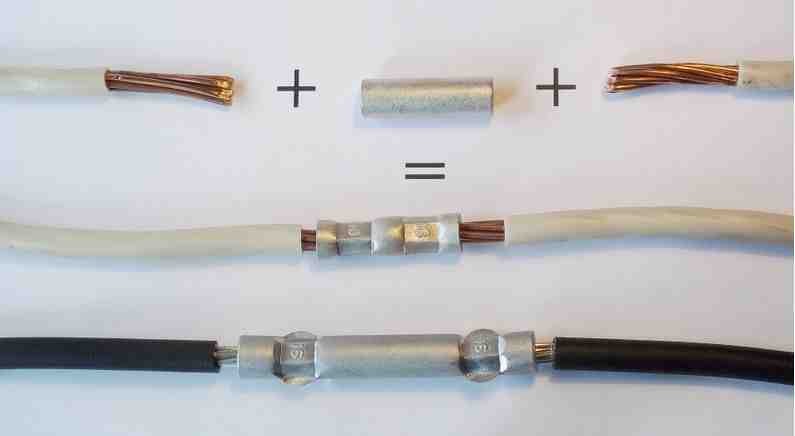
A préselést egy speciális hüvely segítségével végezzük, amelybe a vénákat bevezetjük, majd speciális szerszámmal - egy krimpelővel - megpréseljük. Az ujjak átmérője, hossza és anyaga változhat. A kábel felszerelésekor csak alumínium vagy sárgaréz hüvelyeket szabad használni. Sárgaréz elemekkel az alumínium és az alumínium, valamint a réz alumínium huzalokkal is csatlakoztatható.
Alumíniumvezetők csatlakoztatásakor rézhüvelyeket tilos használni. Ez a két fém galván párot képez, amely az alumínium gyorsított megsemmisítéséhez vezet.
A magok különböző szekciókkal történő összekapcsolásához külön bemeneti átmérőjű speciális hüvelyeket használnak.
A hüvely átmérőjének helyes megválasztása megvédi a láncszakasz túlmelegedését. A nagyobb átmérőjű kis érintkezési pontot és növeli az ellenállást. Ha a hüvely keresztmetszete kisebb, akkor csökkenteni kell a magok keresztmetszetét, ami szintén negatívan befolyásolja a vezető tulajdonságokat.
Kompressziós módszer

Amikor a kábelt a csatlakozódobozba vezetik, a szomszédos vezetékek véletlen érintése rendkívül nem kívánatos. Erre a célra sorkapcsokat használnak.
A sorkapocs egy szigetelt hüvely, amelybe a magokat behelyezik. A rögzítéshez belül egy csavart vagy rugót használnak.
Ha egy sodrott huzal beszerelését tervezi, akkor a terminálba való felszerelés előtt speciális hüvellyel kell krimpelni, ez javítja az érintkezést és csökkenti a befogás valószínűségét.
Csavaros csatlakozással ellátott sorkapcsok használatával egyértelműen ellenőrizni kell a szorítóerőt, hogy elkerüljük a mag csavarozással történő elvágását és az azt követő megsemmisülését. Ezt a hátrányt megfosztják a Wago sorkapocsoktól. Ezekben a véna rögzítő mechanizmusa egy sárgaréz lemez és egy rugó. A sárgaréz használata a kompozícióban lehetővé teszi a különféle fémek kábeleinek biztonságos csatlakoztatását.
Hegesztési módszer

A hegesztés biztosítja a legjobb elektromos kapcsolatot. A kapott vegyület homogenitása miatt az áramköri szakasz fokozott ellenállása nem jelent problémát.
Hegesztőgépet használnak, legfeljebb 1 kW kimeneti teljesítménnyel és 14–20 V tartományban állítható feszültséggel. A hegesztés akkor tekinthető sikeresnek, ha egy csavar végén esik egy csepp, amely körülbelül megegyezik a csavar átmérőjével.
Amikor a csavar végén hegesztést egy szénvezető végzi. Az expozíció ideje nem haladhatja meg a 2 másodpercet.
Van lehetőség gázhegesztő huzalokra is. Egy oxid film nem alakul ki inert gáz atmoszférában, ami nagyban megkönnyíti a folyamatot, de speciális ismeretekre és felszerelésre van szükség.
Forrasztási módszer

A felület óvatosítása előtt távolítsa el az oxidréteget. Ezt meg lehet tenni mechanikus úton, például csiszolópapírral vagy fém sörtékkel ellátott kefével, vagy speciális kémiai anyaggal - fluxussal. Fehér por, amely feloldódik a vízben, majd felhordja az ónozott véna végére.
Az alumínium levegőben oxidálódik másodpercek alatt, így az oxidokat mechanikus úton nem lehet eltávolítani. Ajánlott kombinálni a fluxust és a felülettisztítást.
Ha két huzalt forrasztunk, elegendő egy 60 W-os forrasztópáka. Nagy keresztmetszetű vezetékekhez és többmagos csavarok forrasztásához 150 vagy annál nagyobb teljesítményű forrasztópáka szükséges.
A forrasztott ón legalább 50% -ának kell lennie. 60-90% tartalommal lehet forrasztani.
Alumínium forrasztás lépésekben:
- Zsírtalanítsa a felületet. Megfelelő benzin, alkohol. Ez vékonyítja az oxidréteget.
- Rögzítse a magokat a kívánt helyzetbe.
- Vigyen fel fluxust. Ügyeljen arra, hogy bekerüljön a kábelek csomópontjába.
- Melegítse a csavarás helyét forrasztópázzal vagy gázégővel. Az utóbbi esetben érdemes óvatosan járni, mivel a fém gyorsan felmelegszik és megolvadhat.
- A kereszteződés körül. Óvatosan dörzsölje a forrasztót forrasztópáka segítségével, amíg egyenletes, fényes film meg nem jelenik.
A megfelelően megmunkált felület jellegzetes fémes fényt kap. Lehetetlen megakadályozni a beáramlások és a fejletlen területek megjelenését.
Az ónforrasztás korróziónak van kitéve, így a kész illesztés lakkolt.
A vezetékek építésekor, ha várhatóan nehéz körülmények között fognak működni, a forrasztott vagy hegesztett kötések a legjobban működnek. A mindennapi életben a mechanikus terhelésnek nem kitett kábelek esetében a hüvelyekkel való krimpelés nagyon megfelelő.


