Spajanje polimernih vodovodnih cijevi u jednu autocestu provodi se na dva načina: pomoću priključnih elemenata (spojnica) ili lemljenjem. Posljednja opcija je ekonomičnija - nema potrebe za kupnjom dodatnih dijelova. Ali to zahtijeva poseban alat. Ako znate sitnice zavarivanja, realno je pravilno lemiti plastične cijevi za kućnu opskrbu vodom vlastitim rukama, bez sudjelovanja stručnjaka. Ujedno će uštedjeti vaš obiteljski proračun.
Radni alati

Za povezivanje plastičnih i propilenskih elemenata koristi se metoda toplinske difuzije - fuzija kada se zagrijava posebnim lemilicom. Od jednostavnog alata za lemljenje razlikuje se po tome što koristi ne bakrene elektrode, već čelične mlaznice. Oni su učvršćeni u rupama na grijaćem elementu lemilice. Kontrola temperature provodi se pomoću termostata koji se nalazi na tijelu.
Za rad s elementima cijevi izrađenih od polietilena ili polipropilena dodatno će vam trebati:
- mjerni instrumenti - mjerač vrpce, ravnalo, kvadrat, razina;
- specijalizirane škare ili rezač cijevi;
- odmašćivanje tekućine.
Osim toga, vrijedno je pripremiti sitnozrni brusni papir ili tanku datoteku. Oni će vam pomoći da kriške budu savršeno glatke.
Sigurnosne mjere
Pri radu s lemilicom morate slijediti sigurnosne mjere opreza. Ako to ne učinite, to će negativno utjecati na kvalitetu adhezija i može uzrokovati ozljede i opekotine.
Slijedite ove smjernice:
- Postavite vruće lemljenje samo na postolje.
- Upotrijebite rukavice za zaštitu ruku od opekotina.
- Rad se izvodi u dobro prozračenom prostoru, jer polimerni materijali prilikom zagrijavanja emitiraju štetne tvari.
Mlaznice imaju teflonski premaz, čime se izbjegava pojava naslaga ugljika. Na kraju svakog postupka zavarivanja preostali polimer mora se ukloniti drvenom lopaticom. Čišćenje rashlađenih mlaznica nije dopušteno, jer to može dovesti do oštećenja premaza i oštećenja lemilice.
Značajke cijevi za lemljenje vode

Prije nego što započnete, trebate odabrati pravu tehnologiju. Za povezivanje koriste se tri metode lemljenja:
- Muftovy. U ovom slučaju spojnice su umetnute između naslonjenih dijelova. Posebnost postupka je da se zagrijavaju samo sami spojni elementi. Obično se metoda koristi za cijevi s malim i srednjim presjekom.
- U obliku zvona. Korištene mlaznice raznih promjera. Krajevi dijelova su izrezani pod kutom od 90 stupnjeva i očiste se, a zatim umetnu u mlaznicu odgovarajućeg odjeljka. Tijekom lemljenja krajevi dvaju elemenata zagrijavaju se, tope se i spajaju. Nakon spajanja dijelovi se ne mogu okrenuti.
- Butt. Istodobno se krajevi dva segmenta kuhaju na cijeloj ravnini. Koristi se za spajanje velikih cijevi - promjera više od 5 cm i debljine stijenke 0,4 cm.
Ako je potrebno lemljenje ojačanih cijevi, trebat će vam poseban alat - brijač. Potrebno je očistiti cijev od aluminija, koja je skrivena ispod gornjeg polimernog premaza. Zatim se zavarivanje cijevi provodi prema standardnoj metodi.
Ponekad su potrebni dijelovi s navojem u dijelu cjevovoda. Takav spoj se može lemiti na spoj odgovarajuće cijevi. Cijevi za lemljenje smiju se izvesti samo na pozitivnoj temperaturi okoline.
Slijed zavarivanja
Prvo morate sami pripremiti cijevi.Podijeljeni su u segmente potrebne veličine, poravnajte i polirajte krajeve, obrišite spojeve tekućinom za odmašćivanje.
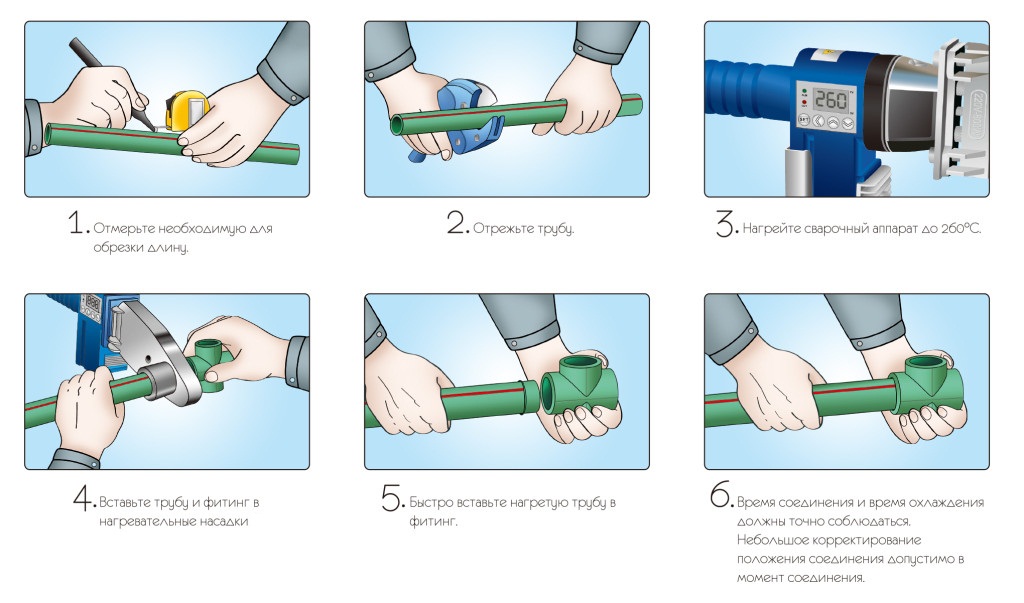 Lem za lemljenje instaliran je na ravnoj površini, pričvrstite mlaznice s polimernim dijelovima: jedan ili više. Standardni uređaji omogućuju vam postavljanje mlaznica za dvije cijevi i dvije spojnice istovremeno, što ubrzava postupak montaže konstrukcije.
Lem za lemljenje instaliran je na ravnoj površini, pričvrstite mlaznice s polimernim dijelovima: jedan ili više. Standardni uređaji omogućuju vam postavljanje mlaznica za dvije cijevi i dvije spojnice istovremeno, što ubrzava postupak montaže konstrukcije.
Pomoću regulatora temperature odaberite željeno grijanje, s obzirom na razliku ovog polimera u ovom pokazatelju. Možete odrediti koje specifične cijevi lepite oznakom na samom proizvodu. Za cijevi od polipropilena i polivinilklorida (PP i PVC) grijanje se provodi do 260 stupnjeva, za polietilen (HDPE) - do 220 stupnjeva. Grijani elementi međusobno su povezani umetanjem cijevi u utičnicu, spajanjem ili spajanjem krajeva segmenata.
Trajanje taljenja nakon dovođenja na potrebnu temperaturu određuje se ovisno o presjeku:
| Promjer proizvoda (mm) | Vrijeme za zagrijavanje do željene temperature (sec) | Period lemljenja (sec) | Vrijeme hlađenja (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Nakon što se spoj ohladio, provjerite ispravnost izvedenih radova. Nepropusnost lemljenog dijela provjerava se puhanjem i propuštanjem vode. Ako je spojni šav napravljen loše, mjesto zavarivanja je odrezano, a radovi zavarivanja se izvode ponovo.
Lemljenje na nepristupačnim mjestima i uglovima

Ako je potrebno, cijevi se mogu zavariti pod kutom. Za to se koriste posebne kutne spojnice. Kut kontrolira stupanj savijanja. Kupite proizvode jednog proizvođača, to će osigurati visoko prianjanje povezanih elemenata.
Zavarivanje na teško dostupnim mjestima za laici je teško. Pri radu ispod stropa aparat za lemljenje morat će se objesiti na kuku. Ponekad je potrebno zamijeniti dio u postojećem vodovodnom sustavu: u slučaju oštećenja kroz koje kaplje voda ili jake blokade. Najlakši način je lemljenje navojnih spojnica na onim mjestima gdje je to prikladno učiniti i već na njih staviti odjeljak cijevi.
Moguće je lemljenje polipropilenske cijevi ako voda kaplje kroz mali pukotinu pomoću zanatskog zavarivanja. Jaz je zatvoren materijalom od kojeg je izrađena cijev. Na neispravno mjesto postavlja se vrući čavao ili odvijač. Staljeni polimer premazan je s rupom. Ali to je privremena opcija, oštećeno područje će i dalje trebati zamijeniti.
Za kratko vrijeme polimerni proizvod može se zapečati industrijskim sušilom za kosu. Spoj se zagrijava dok materijal ne omekša. Stezaljka je postavljena na cijev i čvrsto zategnuta.
Moguće pogreške
 Česte pogreške koje vode do pojave neispravnih čvorova tijekom sastavljanja cjevovoda od polimera:
Česte pogreške koje vode do pojave neispravnih čvorova tijekom sastavljanja cjevovoda od polimera:
- raditi s neočišćenim kriškama;
- hrapavost spojnih dijelova;
- netočno poravnavanje povezanih elemenata;
- prevelika sila pri pristajanju;
- nepotpuno umetanje cijevi u okov;
- malo ili prekomjerno zagrijavanje zavarenih dijelova;
- prisutnost ojačavajućeg sloja;
- promjena položaja elemenata nakon hlađenja plastike;
- uporaba željeza za lemljenje sa mlaznicama kontaminiranim polimerom;
- čišćenje hlađenih mlaznica i naknadna upotreba dijelova s oštećenim teflonskim slojem.
Ponekad na visokokvalitetnim materijalima teško pregrijavanje ne daje vanjske vanjske nedostatke. Ali istodobno, dolazi do unutarnje deformacije kada zagrijana plastika blokira unutarnji prolaz. To dovodi do brzog začepljenja i blokiranja protoka vode.
Osim vrućeg lemljenja, koristi se i metoda hladnog zavarivanja. Tehnika uključuje upotrebu posebnog otapala kao aktivne komponente lemljenja, koje omekšava strukturu polimera. Zbog svoje složenosti, metoda nije stekla veliku popularnost.


