Zavarivanje cijevi za grijanje glavni je način spajanja kućanskih i industrijskih komunikacija. Priključci ove vrste ne zahtijevaju nikakvo održavanje, poput lijepljenih ili navojnih, ali su podložni stalnim termičkim i mehaničkim naponima. Na temelju toga morate pažljivo odabrati alate, materijale i pažljivo promatrati tehnologiju zavarivanja. Kršenje pravila za spajanje metala dovodi do pojave pukotina i razvoja korozije. Ako planirate izvesti ovaj postupak vlastitim rukama, trebali biste razumjeti koje se metode koriste za zavarivanje grijanja, kao i profesionalnim tehnikama za postizanje visokokvalitetnog i trajnog rezultata.
Kit alata i oprema

Zavarivanje cijevi za električno grijanje započinje s pripremnom fazom:
- Priprema majstora. Potrebno je pravilno opremiti radno mjesto, osigurati pridržavanje sigurnosnih mjera i, ako je potrebno, ponovno pročitati upute za rukovanje opremom i materijalima. Za zavarivanje cijevi električnim zavarivanjem bit će potrebni zaštitni uređaji. Oni uključuju posebno vatrootporno odijelo (hlače, jakna, kapu s livrejom), masku, cipele i gamaše. Potrebno je voditi računa o dobroj ventilaciji.
- Priprema alata i materijala. Treba obratiti pažnju na svaki detalj, jer o tome ovisi praktičnost rada i kvaliteta konačnog rezultata.
Za zavarivanje grijanja potrebni su vam takvi alati i uređaji:
- aparat za zavarivanje s rezervnim držačem;
- brusilica s diskovima za rezanje i brušenje;
- metalna četka;
- brusni papir različitih zrna;
- čekić;
- zaliha elektroda;
- mengele;
- hvataljke;
- čelični ili azbestno-cementni lim za zaštitu zidova od kapi metala i čađe;
- cerada za pokrivanje poda.
Prije zavarivanja cijevi električnim zavarivanjem potrebno je provjeriti sukladnost kabela, utičnica i automatskih uređaja u štitu pokazateljima pripremljenog aparata. Moraju biti dovoljno moćni da izdrže veliko opterećenje koje stvara čak i kućanska oprema.
Tehnologija zavarivanja plastičnih cijevi

Polipropilen postupno istiskuje čelik, jer uz relativno nisku cijenu ima niz pozitivnih karakteristika. Plastični cjevovodi dizajnirani su za visoki tlak, lagani su, glatki unutarnji zidovi i izvrsnog izgleda. Ali cjevovod će učinkovito ispuniti svoje funkcije ako su svi zglobovi snažni i zategnuti. Treba imati na umu da kada prolazi vruća voda pri temperaturama iznad 110 stupnjeva, polimer postaje mekan i počinje se povećavati u veličini. Stoga se za ugradnju grijanja koriste samo proizvodi ojačani stakloplastikom ili aluminijskom folijom.
Za spajanje veza koristi se posebno lemljenje. Uređaj je dvostran, na jednom kraju mlaznice za vanjske, a na drugom za unutarnje grijanje dijelova spajanja.
Da biste ih povezali, koriste se sljedeći okovi:
- spojke;
- adapteri;
- kutova;
- Tees;
- križevi;
- prirubnice s navojem za spajanje na grijaću bateriju.
Pri lemljenju polipropilenskih komunikacija koristi se princip difuzije pod utjecajem grijanja. Rubovi susjednih veza se tope, tvar se miješa i stvara monolitni spoj.
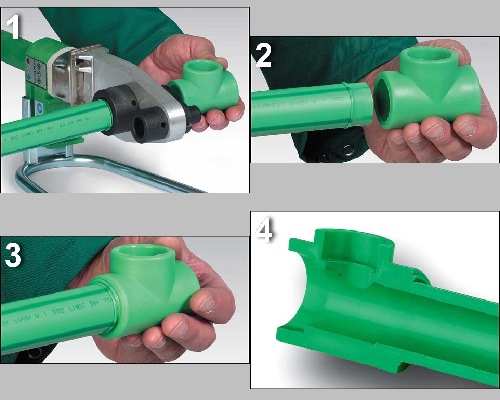
Postupak zavarivanja polimernih dijelova provodi se u skladu s ovom tehnikom:
- Izrada cijevi sustava grijanja.
- Piljenje obradaka određene dužine. Korekcija se vrši za količinu uranjanja cijevi u otvor za ugradnju i dimenzije samih priključaka.
- Zagrijavanje lemljenja dok ne svijetli zeleni indikator. To je dokaz da montaža može započeti.
- Pričvršćivanje dijelova na uređaj na mlaznice odgovarajućeg promjera. Treba ih grijati u skladu s naznakama tablice s kojom je oprema opremljena.
- Priključak cijevi i fitinga. To se vrši strogo u jednom smjeru, sve dok se unutarnji dio ne nasloni na izbočinu za zaključavanje u pričvršćenju. Proizvode je nemoguće okretati, pomicati naprijed-natrag. Dopuštena je korekcija prema kutu pristajanja.
- Hlađenje. Potrebno je izdržati spoj u statičkom položaju onoliko dugo koliko je propisano u uputama za uređaj. Tek nakon toga montaža se može nastaviti.
Za razliku od metalnih, polimerne cijevi trebaju podršku za okomite i vodoravne staze. Svakih 100-150 cm fiksiraju se na zidove plastičnim odstojnicima. Nakon montaže, polipropilenske komunikacije ne trebaju dodatno dorađivanje i naknadno održavanje.
Tehnologija zavarivanja cijevi

Da bi veza bila čvrsta i čvrsta, prije instalacije potrebno je pripremiti detalje o sustavu. Trebali biste provjeriti ujednačenost rubova, odmotavati i brusiti metal na udaljenosti od 10 mm od reza. Nakon toga, očišćena mjesta treba obraditi otapalom kako bi ih se odmašćivala.
Za zavarivanje cijevi za različite namjene koriste se elektrode sa sljedećim sastavom premaza:
- rutilna kiselina (RA) - za postavljanje hladne i tople vode u komunalnoj sferi;
- rutil (RR) - za sastavljanje sustava grijanja koji rade pod visokim tlakom;
- rutil-celuloza (RC) - koristi se u konstrukcijama koje zahtijevaju visoke pouzdanosti spojeva;
- univerzalni (B) - za sastavljanje svih vrsta cjevovoda u stambenom sektoru i u proizvodnji.

Metalne cijevi možete kuhati korištenjem takvih tehnologija:
- Električno zavarivanje. Izvodi se ručno ili pomoću automatskog stroja. Princip rada temelji se na stvaranju elektronskog luka koji proizlazi iz kratkog spoja. Taj je postupak popraćen oslobađanjem velike količine topline, što uzrokuje taljenje metala. Za stvaranje šava koriste se talište ili nekonzumirajuće elektrode.
- Gasno zavarivanje. Spojevi cijevi se tope pod djelovanjem plina koji gori, istodobno s nametanjem metala na njega, koji obavlja funkciju spojnice. Formiran je monolitni spoj koji ima homogenu strukturu sa susjednim dijelovima.
- Hladno zavarivanje. Ova metoda se koristi prilikom postavljanja cjevovoda niskog tlaka ili njihovog popravljanja na teško dostupnim mjestima. Suština metode je omotati zavoj oko čupanja natopljenog ljepilom za brzo postavljanje.
Izbor mogućnosti je ispravan ako ispunjava karakteristike sustava i karakteristike rashladne tekućine.
Klasifikacija zavarivanja

Spoj se može kuhati na različite načine na temelju karakteristika dizajna i debljine metala koji se obrađuje.
Postoji takva klasifikacija zavara:
- Po izgledu - ravna (normalna), oslabljena (konkavna) i pojačana (konveksna).
- U duljini - kruta (kontinuirana, zatvorena), diskontinuirana (po točkama, segmentima). Prema duljini šavova dijele se na kratke (do 25 cm), srednje (26-100 cm) i duge (više od 101 cm).
- Izvođenjem - vodoravno (na okomitim dijelovima), okomito (na vodoravnim dionicama), strop (kada je spoj izrađen odozdo), donji (elektroda na vrhu šava).
- Prema trenutnom naporu - bočni (duž osi), frontalni (preko osi), kosi (preko), kombinirani (kombinacija vrsta).
- Po broju slojeva i prolaza - jednoslojni (jedan prolaz) i višeslojni (nekoliko prolaza).
Pravilnom ugradnjom sustava grijanja mogu se izraditi svi gore navedeni spojevi. Ako je potrebno, zavarivanje se provodi i iznutra cijevi.
Glavne vrste zavarenih spojeva
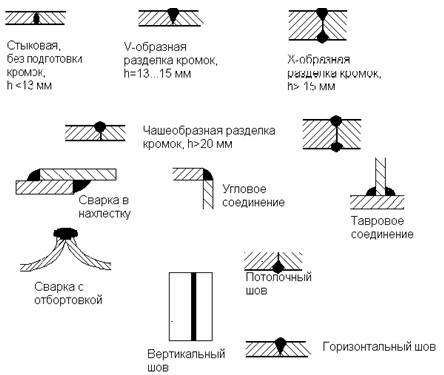
Na mjestu u prostoru, šavovi su podijeljeni u sljedeće vrste:
- kutni - dijelovi su pod kutom;
- Tauri - spajanje kraja i bočne strane elemenata;
- stražnjica - cijevi su povezane u jednoj ravnini;
- prekrivanje - dijelovi se međusobno preklapaju;
- kraj - susjednost bočnih površina ulomaka.
Tijekom rada majstor odabire najprikladniju metodu za zavarivanje dijelova koja je najprikladnija za sebe i ispunjava tehničke uvjete.


