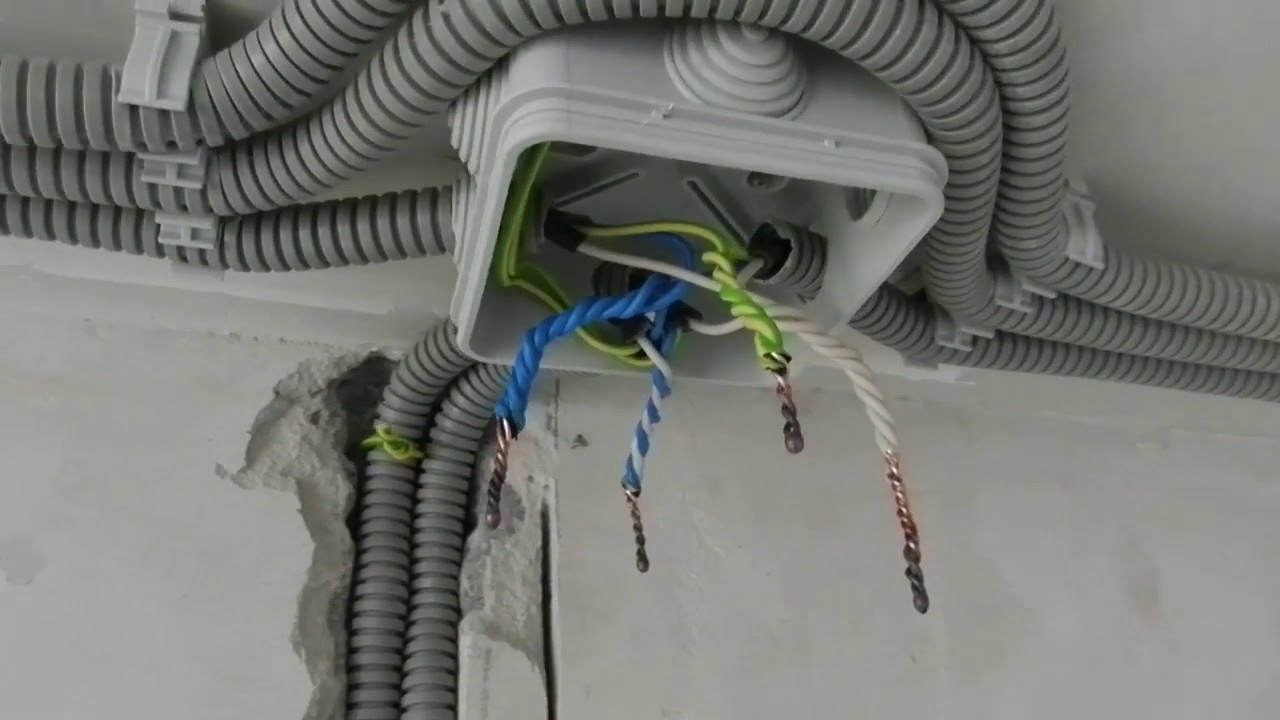
Bez iznimke, svi dijagrami ožičenja omogućuju razgranavanje i spajanje kabela i žica. To zahtijeva dodatnu ugradnju razvodne kutije, koja je izrađena od metala ili polimernih materijala. Međutim, nije dovoljno uspostaviti dizajn, važno je poznavati tehnologiju lemljenja upletenih žica u razvodnoj kutiji.
Za što su razvodne kutije?
Potreba za razvodnim kutijama ne bi trebala biti u dvojbi. Da biste to potvrdili, trebali biste pročitati upozorenja stručnjaka:
- Zanemarivanje instalacije građe krši pravila koja su utvrđena u regulatornim dokumentima.
- Usklađenost s požarnom sigurnošću. Zahvaljujući RC-u vjerojatnost kratkih spojeva i požara značajno je smanjena, to je zbog nepropusnosti strukture.
- Instalacija uređaja oduzet će mnogo vremena, ali u budućnosti će biti mnogo lakše nadograditi, održavati, popraviti i izgraditi žice. Na primjer, ako trebate instalirati dodatnu utičnicu ili prekidač, potrebne žice se mogu izvesti iz razvodne kutije.
Općenito, potrebna je ugradnja razvodne kutije. Tehnologija instalacije je jednostavna, kod povezivanja žica može doći do složenosti.
Opća pravila prebacivanja
Provedba metode lemljenja nalikuje zavarivanju, koristi se samo obično željezo za lemljenje, a ne inverterski uređaj s elektrodama. Prije uvijanja vena morate kositi. Da biste to učinili, lemljenje se zagrijava, uroni u kolofoniju i drži nekoliko puta iznad mjesta koja su očišćena od izolacije dok se ne pojavi crvenkast nijansa.
Za kvalitetan rad prvo morate provjeriti vrh lemilice. Važno je da je čista. Ako je površina neravna, na njoj se nakupila nečistoća, nemoguće je napraviti visokokvalitetno lemljenje. Kontaminanti se uklanjaju datotekom, a zatim se njezin kraj više puta konzervira.
Prednosti lemljenja u odnosu na druge metode spajanja

Postoji nekoliko načina spajanja žica u razvodnoj kutiji, međutim samo se lemljenje i zavarivanje razlikuju u minimalnom prijelaznom otporu i monolitnom spoju. Svatko može lemiti žice kod kuće. Zavarivanje će zahtijevati iskustvo i dostupnost posebnog aparata za zavarivanje.
Za rad će biti potreban sljedeći skup alata:
- fluks;
- nož dizajniran za uklanjanje izolacijskog materijala;
- lem;
- bočni rezači;
- lemilica;
- kliješta ili kliješta;
- šmirgl papir.
Ako prethodno niste pripremili sve potrebne alate i potrošni materijal, nemoguće je započeti s radom.
Žice za lemljenje
Konzerviranje i lemljenje kabela u razvodnoj kutiji vrši se u nekoliko faza.
- Uklanjanje izolacijskog sloja.
- Skidanje žice prije pojave karakterističnog sjaja metala.
- Servis.
- Uvijanje.
- Lemljenje.
- Izolacija
Prije nastavka spajanja vodljivih vodiča potrebno je analizirati koja je duljina potrebna. Žice su rezane tako da se pri lemljenju krajevi nalaze izvan spojne kutije. Na kraju rada polažu se na bilo koji željeni način.
Žice za lemljenje u razvodnoj kutiji ne smiju biti tijesne. Dionica u ovom slučaju također nije primjerena.
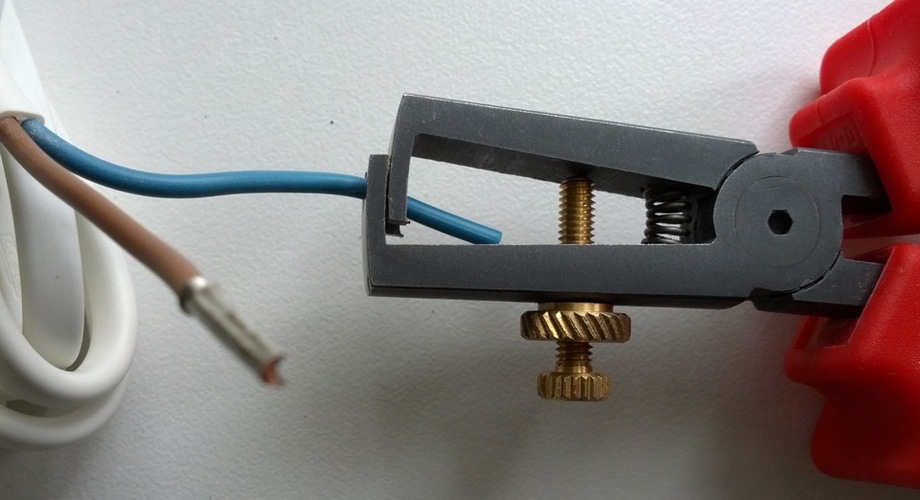
Za uklanjanje izolacijskog sloja koristi se poseban alat - striptiz ili oštar nož. Prilikom rada s oštrim nožem pokreti bi trebali nalikovati na košenje olovke. Zabranjeno je rezati izolacijski sloj kliještima ili bočnim rezačima, ne možete napraviti kružne rezove. Poprečna oštećenja u bliskoj budućnosti uzrokovat će puknuće.
Za žicu namijenjenu lemljenju skidanje trake varira unutar 1,5-3 cm. Broj okretaja je najmanje 2.
Žice prije lemljenja temeljito su oguljene i kositrene kako se na površini žica ne bi pojavili oksidi koji sprečavaju normalnu vodljivost i povećavaju otpor. Već konzervirani vodiči uvijeni su pomoću kliješta ili kliješta.
Lemljenje upletenih bakrenih žica u kutiji ima sličan algoritam. Zavoj treba biti tijesan, ali ne i ispružen, inače se krajevi vodljivih žica mogu jednostavno odvojiti.
Na kraju, upletene žice su lemljene lemilicom, tako da je lemljenje sa svih strana obloženo ravnomjernim slojem. Kvaliteta rada u potpunosti ovisi o tome koliko su dobro očišćeni krajevi.
Odabir snage lemljenja željeza
 Za visokokvalitetne performanse rada potrebno je koristiti prilično snažne lemilice za lemljenje, najmanje 65 vata. To je posebno važno kod rada s bakrenim žicama, jer je bakar dobar provodnik topline, stoga uklanja toplinu iz točke lemljenja. Ako snaga uređaja nije dovoljna, to može dovesti do "hladnog lemljenja" - lemljenje ne pokriva ravnomjerno lemljeno područje, a čvrstoća će biti mala.
Za visokokvalitetne performanse rada potrebno je koristiti prilično snažne lemilice za lemljenje, najmanje 65 vata. To je posebno važno kod rada s bakrenim žicama, jer je bakar dobar provodnik topline, stoga uklanja toplinu iz točke lemljenja. Ako snaga uređaja nije dovoljna, to može dovesti do "hladnog lemljenja" - lemljenje ne pokriva ravnomjerno lemljeno područje, a čvrstoća će biti mala.
Uređaj treba optimalno zagrijati mjesto 1 minutu ili više, površina lemilice na kraju rada treba biti glatka, imati ujednačen sjaj.
Vrsta lemljenja
Postoji širok izbor prodavača, glavni su navedeni u tablici.
| Oznaka lemljenja | Struktura (%) | Vučna čvrstoća (kg / mm) | Temperatura taljenja | primjena |
| POS-30 | Olovo - 70
Limenka - 30 |
3,2 | 266 | Za lemljenje i konzerviranje dijelova izrađenih od čelika, bakra i njihovih legura |
| POS-40 | Olovo - 60
Limenka - 40 |
3,8 | 238 | Za lemljenje i konzerviranje kontakata i dijelova u radio opremi od pocinčanog čelika |
| POS-90 | Olovo - 10
Limenka - 90 |
4,9 | 220 | Za lemljenje i konzerviranje medicinskih instrumenata i metalnih pomagala |
| POS 61 mil | Bakar - 2
Olovo - 37 Limenka - 61 |
4,5 | 192 | Za lemljenje i konzerviranje tiskanih vodiča i bakrenih žica |
| POS-61 (tercijarni) | Olovo - 39
Limenka - 61 |
4,3 | 190 | Za kalaj i lemljenje živih dijelova izrađenih od bronce, mesinga i bakra s tijesnim šavovima |
| POSV-33 | Bizmut - 33.3
Olovo - 33.3 Limenka - 33,3 |
– | 130 | Za dijelove za lemljenje izrađeni od konstantana, mesinga i bakra s tijesnim šavom |
| POSV-50 (legura ruža) | Bizmut - 50
Olovo - 25 Limenka - 50 |
– | 94 | Za obradu dijelova koji su osjetljivi na pregrijavanje |
| Alloy d Arce | Bizmut - 45.3
Olovo - 45.1 Limenka - 6,9 |
– | 79 | Za proizvodnju osigurača, kositravanje i lemljenje dijelova podložnih pregrijavanju |
| Drvena legura | Kadmij - 12.5
Bizmut - 50 Olovo - 25 Limenka - 12.5 |
– | 68,5 | Važna značajka je toksičnost. Dizajnirani su za proizvodnju osigurača, kositravanje i lemljenje dijelova osjetljivih na toplotne učinke |
Posljednja tri razreda imaju malu talište i malu čvrstoću legure.
Zaštita od oksidacije

Za zaštitu mjesta lemljenja od oksidacije kisikom koristi se fluks. Kod rada s bakrom najčešće se koristi sljedeće:
- Rosin, sadrži samo borovu kolofoniju.
- LTI-120 uključuje trietanolamin (1-2%), anilin hidroklorid (3-7%), etilni alkohol (66-73%), kolofoniju (20-25%).
- Sastav alkoholne kolofonije uključuje etilni alkohol (60-70%) i kolofoniju (30-40%).
Najjednostavnija, najjeftinija i istovremeno uobičajena inačica fluksa je obična kolofonija. Jedina poteškoća koja se može pojaviti pri radu s tvarom je čvrsto stanje agregacije.
Tehnologija lemljenja i konzerve

Kada započinjete lemljenje ili kalaj žicu, važno je postaviti žice vodoravno, tako da vrh željeza dodiruje sve strane bez ometanja. Neki "stručnjaci" preporučuju postavljanje provodnih žica okomito, ali to ne vrijedi jer se kapi lemljenja mogu početi širiti.
Prije tinjanja žice se zagrijavaju lemilicom i paralelno dodiruju mjesto grijanja komadom kolofonije sve dok se ne počne topiti. Ako se koristi tekući tok, nanosi se prvo prije nego što započne grijanje. Nakon kositrenja žice se uvijaju.
Tehnologija lemljenja je malo drugačija, jer je ovdje potrebno više lemljenja. Na vodljive žice se nanosi fluks i zagrijava lemljenje dok se rastaljeni kap ne ravnomjerno rasporedi. Po potrebi se postupak može ponoviti.
Lemljenje plamenikom i lončićem

Ako postoji velika prednja strana rada, preporučljivo je koristiti lončiće, koji su šuplji metalni cilindar opremljen ručkom za punjenje rastopljenim lemovima. Ovaj se uređaj može grijati pomoću plinskog plamenika ili koristiti kao mlaznica na moćnom lemilu.
Kapacitet sadrži malu količinu rastopljenog lemljenja, dok se smrzava, osoba uspijeva napraviti nekoliko zavoja.
Mjere opreza
Tijekom rada treba biti oprezan, jer rastopljeni lem može ostaviti ozbiljne opekotine ako dođe u dodir s kožom. Sve marke prodavača sadrže olovo, od kojih su para otrovne za ljude. Da biste spriječili trovanje, morate raditi u respiratoru.
Kod lemljenja žica zabranjeno je koristiti aktivne fluore koji sadrže kiselinu, jer nakon završetka rada zahtijevaju potpuno uklanjanje. Ostaci fluksa imaju destruktivan učinak na sve materijale, posebno kiselina za lemljenje i cinkov klorid agresivni su za bakar.
Općenito, rad ne bi trebao stvarati poteškoće, glavna stvar je da se unaprijed upoznate s tehnologijom izvršenja, pripremite sve potrošne materijale i alate.


