Polymeerivesiputket yhdistetään yhdelle moottoritielle kahdella tavalla: yhdistävien elementtien (liitososien) avulla tai juottamalla. Jälkimmäinen vaihtoehto on taloudellisempi - ei tarvitse ostaa lisäosia. Mutta se vaatii erityisen työkalun. Jos tiedät hitsauksen monimutkaisuuksia, on realistista juottaa kodin vesihuoltoon tarkoitetut muoviputket oikein omin käsin ilman asiantuntijoiden osallistumista. Se säästää myös perhebudjettiasi.
Työvälineet

Muovi- ja propeenielementtien yhdistämiseen käytetään lämpöhajotusmenetelmää - fuusio kuumennettaessa erityisellä juotosraudalla. Se eroaa yksinkertaisesta juotostyökalusta siinä, että siinä ei käytetä kuparielektrodeja, vaan terässuuttimia. Ne on kiinnitetty juotosraudan lämmityselementin reikiin. Lämpötilan säätö tapahtuu rungossa olevan termostaatin avulla.
Polyeteenistä tai polypropeenista valmistettujen putkielementtien kanssa työskentelyyn tarvitaan lisäksi:
- mittauslaitteet - mittanauha, viivain, neliö, taso;
- erikoistuneet sakset tai putkenleikkuri;
- rasvanpoistoneste.
Lisäksi kannattaa valmistaa hienojakoinen hiekkapaperi tai ohut viira. Ne auttavat tekemään viipaleet täysin sileiksi.
Turvatoimet
Juotosraudan kanssa työskennellessäsi on noudatettava turvaohjeita. Tämän tekemättä jättäminen vaikuttaa haitallisesti tartuntojen laatuun ja voi aiheuttaa loukkaantumisia ja palovammoja.
Noudata näitä ohjeita:
- Aseta kuuma juotosrauta vain jalustalle.
- Käytä käsineitä suojataksesi kädet palovammoilta.
- Työt tehdään hyvin ilmastoidussa tilassa, koska polymeerimateriaalit lähettävät kuumennettaessa haitallisia aineita.
Suuttimissa on teflonpinnoite, joka välttää hiilivarastojen muodostumisen. Jokaisen hitsausprosessin lopussa jäljellä oleva polymeeri on poistettava puisella lastalla. Jäähdytettyjen suuttimien puhdistaminen ei ole sallittua, koska se voi vaurioittaa pinnoitetta ja vaurioittaa juotinta.
Vesiputkien juotosominaisuudet

Ennen kuin aloitat, sinun on valittava oikea tekniikka. Yhdistämiseen käytetään kolmea juotosmenetelmää:
- Muftovy. Tässä tapauksessa kytkimet työnnetään vasten osien väliin. Prosessin erikoisuus on, että vain itse liitoselementit lämmitetään. Tyypillisesti menetelmää käytetään putkille, joiden poikkileikkaus on pieni ja keskisuuri.
- Kellon muotoinen. Käytettyjä halkaisijaltaan erilaisia suuttimia. Osien päät leikataan 90 asteen kulmassa ja puhdistetaan ja asetetaan sitten vastaavan osan suuttimeen. Juottamisen aikana kahden elementin päät kuumenevat, sulavat ja yhdistyvät. Liittämisen jälkeen osia ei voida kääntää.
- Butt. Samanaikaisesti kahden segmentin päät keitetään koko tason yli. Sitä käytetään suurten putkien yhdistämiseen - joiden halkaisija on yli 5 cm ja seinämän paksuus 0,4 cm.
Jos vahvistettuja putkia on tarpeen juottaa, tarvitset erityisen työkalun - parranajokoneen. Putki on puhdistettava alumiinista, joka on piilotettu ylimmän polymeeripinnoitteen alle. Seuraavaksi putkien hitsaus suoritetaan standardimenetelmän mukaisesti.
Toisinaan putkilinjassa tarvitaan kierteitettyjä osia. Tällainen liitos voidaan juottaa sopivan putken liitoskohtaan. Juotosputket tulisi suorittaa vain positiivisessa ympäristön lämpötilassa.
Hitsausjärjestys
Ensin sinun on valmistettava putket itse.Ne on jaettu tarvittavan koon segmentteihin, kohdista ja kiillota päät, pyyhi liitokset rasvanpoistonesteellä.
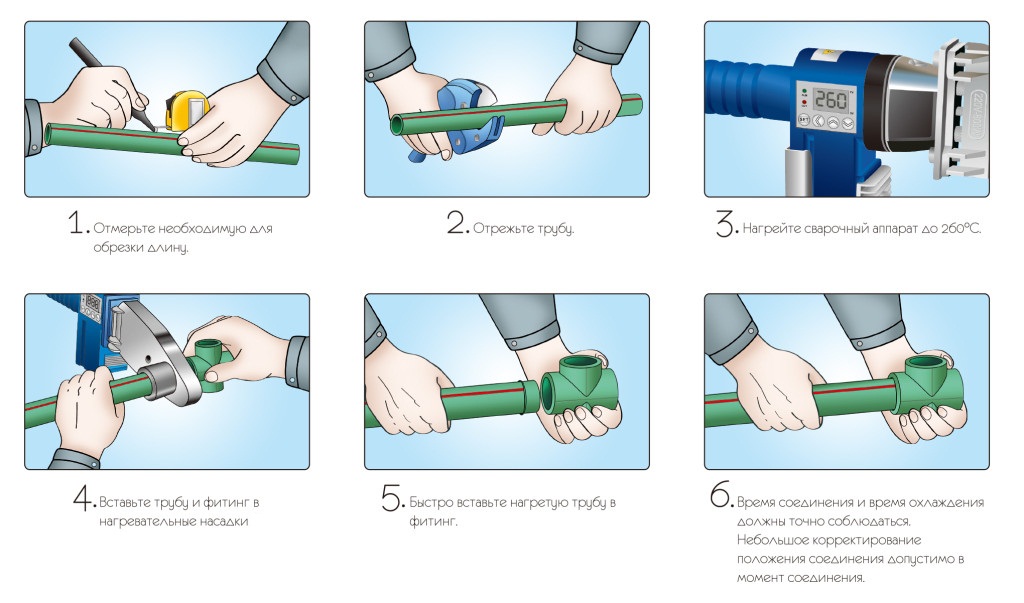 Juotosrauta asennetaan tasaiselle alustalle, kiinnitä suuttimet polymeeriosilla: yksi tai useampi. Vakiolaitteiden avulla voit asettaa suuttimia kahdelle putkelle ja kahdelle kytkentälle samanaikaisesti, mikä nopeuttaa rakenteen kokoamisprosessia.
Juotosrauta asennetaan tasaiselle alustalle, kiinnitä suuttimet polymeeriosilla: yksi tai useampi. Vakiolaitteiden avulla voit asettaa suuttimia kahdelle putkelle ja kahdelle kytkentälle samanaikaisesti, mikä nopeuttaa rakenteen kokoamisprosessia.
Valitse lämpötilansäätimellä haluttu lämmitys ottaen huomioon tämän indikaattorin ero polymeereille. Voit määrittää, mitkä putket juotat merkitsemällä itse tuotteeseen. Polypropeeni- ja polyvinyylikloridiputkissa (PP ja PVC) lämmitys tapahtuu jopa 260 asteeseen, polyeteenillä (HDPE) - jopa 220 asteeseen. Kuumennetut elementit on kytketty toisiinsa asettamalla putki pistorasiaan, kytkimeen tai yhdistämällä segmenttien päät.
Sulamisaika vaadittuun lämpötilaan saattamisen jälkeen määritetään poikkileikkauksesta riippuen:
| Tuotteen halkaisija (mm) | Lämpenemisaika vaadittuun lämpötilaan (sek) | Juotosaika (sek) | Jäähdytysaika (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Kun nivel on jäähtynyt, tarkista suoritetun työn oikeellisuus. Juotetun osan tiiviys tarkistetaan puhaltamalla ja johtamalla vettä. Jos liitossauma tehdään huonosti, hitsauspaikka katkaistaan ja hitsaustyöt suoritetaan uudelleen.
Juotos juuttumattomissa paikoissa ja kulmissa

Putket voidaan hitsata tarvittaessa kulmaan. Tätä varten käytetään erityisiä kulmakytkimiä. Kulma säätelee taivutusastetta. Osta tuotteita yhdeltä valmistajalta. Tämä varmistaa liitettyjen elementtien hyvän tarttuvuuden.
Hitsaus maallikoille vaikeapääsyisissä paikoissa on vaikeaa. Katon alla työskennellessä juotoslaitteiden on ripustettava koukkuun. Joskus on tarpeen korvata osa olemassa olevasta vedenjakelujärjestelmästä: vaurioiden varalta, joista vesi tippuu, tai voimakas tukkeuma. Helpoin tapa on juottaa kierteiset liitososat paikoille, joissa se on kätevää tehdä, ja jo laittaa niihin putkiosa.
Polypropeeniputki on mahdollista juottaa, jos vesi tippuu pienen halkeaman läpi käsityönä hitsaamalla. Rako suljetaan materiaalilla, josta putki on valmistettu. Kuuma naula tai ruuvimeisseli levitetään vialliseen kohtaan. Sula polymeeri on päällystetty reikällä. Mutta tämä on väliaikainen vaihtoehto, vaurioitunut alue on vielä vaihdettava.
Polymeerituote voidaan sulkea lyhyen aikaa teollisella hiustenkuivaajalla. Liitosta kuumennetaan, kunnes materiaali pehmenee. Putkeen kiinnitetään puristin ja kiristetään tiukasti.
Mahdolliset virheet
 Toistuvat virheet, jotka johtavat viallisten solmujen esiintymiseen putkiston kokoamisen aikana polymeereistä:
Toistuvat virheet, jotka johtavat viallisten solmujen esiintymiseen putkiston kokoamisen aikana polymeereistä:
- työskentele puhdistamattomissa viipaleissa;
- yhdysosien karheus;
- kytkettyjen elementtien epätarkka kohdistus;
- liikaa voimaa telakoitaessa;
- putken epätäydellinen asettaminen liittimeen;
- hitsattujen osien pieni tai liiallinen kuumennus;
- vahvistuskerroksen läsnäolo;
- elementtien sijainnin muuttaminen muovin jäähdyttämisen jälkeen;
- juotosraudan käyttö suuttimilla, jotka on saastutettu polymeerillä;
- jäähdytettyjen suuttimien puhdistaminen ja osien myöhempi käyttö vaurioituneella teflonkerroksella.
Toisinaan korkealaatuisten materiaalien voimakas ylikuumeneminen ei anna visuaalisia ulkoisia vikoja. Mutta samalla tapahtuu sisäisiä muodonmuutoksia, kun lämmitetty muovi estää sisäisen kulun. Tämä johtaa nopeaan tukkeutumiseen ja vesivirtauksen estämiseen.
Kuumajuottamisen lisäksi käytetään myös kylmähitsausmenetelmää. Tekniikka sisältää erityisen liuottimen käytön aktiivisena juotoskomponenttina, joka pehmentää polymeerin rakennetta. Menetelmä ei ole monimutkaisuutensa vuoksi saavuttanut suurta suosiota.


