Lämmitysputkien hitsaus on tärkein tapa koota kotitalous- ja teollisuusviestintä. Tämän tyyppiset liitokset eivät vaadi mitään huoltoa, kuten liimatut tai kierteet, mutta ne ovat jatkuvassa lämpö- ja mekaanisessa rasituksessa. Tämän perusteella sinun on valittava huolellisesti työkalut, materiaalit ja noudatettava huolellisesti hitsaustekniikkaa. Metallin liitossääntöjen rikkominen johtaa halkeamien muodostumiseen ja korroosion kehittymiseen. Jos aiot suorittaa tämän toimenpiteen omilla käsillään, sinun tulisi ymmärtää, mitä menetelmiä käytetään lämmityksen hitsaamiseen, sekä ammattitekniikoita korkealaatuisen ja kestävän tuloksen saavuttamiseksi.
Työkalusarja ja varusteet

Sähkölämmitysputkien hitsaus alkaa valmisteluvaiheesta:
- Mestarin valmistelu. On välttämätöntä varustaa työpaikka oikein, varmistaa, että turvatoimenpiteitä noudatetaan, ja lukea tarvittaessa uudet välineiden ja materiaalien käsittelyohjeet. Putkien hitsaamiseksi sähköhitsauksella tarvitaan suojalaitteita. Näihin kuuluvat erityinen palonkestävä puku (housut, takki, hattu liverillä), naamio, kengät ja leggingsit. Hyvästä ilmanvaihdosta on huolehdittava.
- Työkalujen ja materiaalien valmistelu. Jokaiseen pieneen asiaan on kiinnitettävä huomiota, koska siitä riippuvat työn mukavuus ja lopputuloksen laatu.
Lämmityksen hitsaamiseen tarvitset seuraavia työkaluja ja laitteita:
- hitsauskone varaosalla;
- hiomakone leikkaus- ja hiontalevyineen;
- metalliharja;
- eri jyvien hiekkapaperi;
- vasara;
- varastossa elektrodit;
- ruuvipuristin;
- pihdit;
- teräs- tai asbestisementtilevyt seinien suojaamiseksi metalli- ja nokipisaroilta;
- pressu peittämään lattia.
Ennen putkien hitsaamista sähköhitsauksella on tarkistettava suojuksessa olevien kaapeleiden, pistorasioiden ja automaattisten laitteiden yhdenmukaisuus valmistetun laitteen osoittimien kanssa. Niiden on oltava riittävän tehokkaita kestämään jopa kodinkoneiden aiheuttamaa rasitusta.
Muoviputkien hitsaustekniikka

Polypropeeni syrjäyttää teräksen vähitellen, koska sillä on suhteellisen alhaisilla kustannuksilla useita positiivisia ominaisuuksia. Muoviputkistot on suunniteltu korkeaa painetta varten, ovat kevyitä, sileitä sisäseiniä ja erinomaisen ulkonäön. Mutta putkisto täyttää tehokkaasti toimintansa, jos kaikki liitokset ovat vahvat ja tiukka. Olisi pidettävä mielessä, että kuljetettaessa kuumaa vettä yli 110 asteen lämpötilassa polymeeri muuttuu pehmeäksi ja alkaa kasvaa. Siksi lämmityksen asennuksessa käytetään vain lasikuitulla tai alumiinifolioilla vahvistettuja tuotteita.
Linkkien yhdistämiseen käytetään erityistä juotinta. Laite on kaksipuolinen, suuttimen toisessa päässä ulkokäyttöön ja toisessa pariliitosten sisäiseen lämmittämiseen.
Niiden kytkemiseen käytetään seuraavia liitososia:
- kytkimet;
- sovittimet;
- kulmat;
- paidat;
- ristit;
- kierteitetyt laipat lämmitysakkuun kytkemistä varten.
Juotettaessa polypropeenikommunikaatioita käytetään diffuusion periaatetta lämmityksen vaikutuksesta. Vierekkäisten linkkien reunat sulavat, aine sekoittuu ja muodostaa monoliittisen yhdisteen.
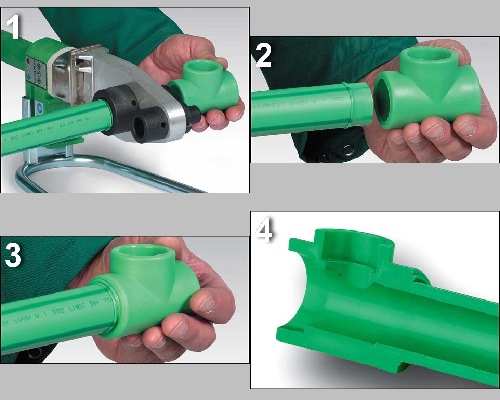
Polymeeriosien hitsausprosessi suoritetaan tällä tekniikalla:
- Lämmitysjärjestelmän putkiston laatiminen.
- Sahataan tietyn pituiset työkappaleet. Korjaus tehdään putkien upotusmäärälle kiinnitysreikiin ja itse liitososien mitoille.
- Lämmitä juotinta, kunnes vihreä merkkivalo syttyy. Tämä on todiste siitä, että kokoonpano voi alkaa.
- Osien kiinnittäminen laitteeseen vastaavan läpimitan suuttimiin. Ne on lämmitettävä laitteen varustetun pöydän ohjeiden mukaisesti.
- Putki- ja liitosliitännät. Tämä tehdään tiukasti yhteen suuntaan, kunnes sisäosa on vasten kiinnityksen lukitusulkonetta. Tuotteita ei ole mahdollista kääntää, liikuttaa niitä edestakaisin. Korjaus telakointikulman mukaan on sallittu.
- Jäähdytys. Liitos on tarpeen kestää staattisessa asennossa niin kauan kuin laitteen käyttöohjeissa määrätään. Vasta sitten kokoonpano voi jatkua.
Toisin kuin metalli, polymeeriputket tarvitsevat tukea pystysuoraan ja vaakatasoon. 100-150 cm välein ne kiinnitetään seiniin muovisilla välikappaleilla. Kokoonpanon jälkeen polypropeenikommunikaatio ei tarvitse lisäviimeistelyä ja sitä seuraavaa huoltoa.
Metalliputkien hitsaustekniikka

Jotta yhteys olisi vahva ja tiukka, on välttämätöntä valmistella järjestelmän yksityiskohdat ennen asennusta. Sinun tulisi tarkistaa reunojen tasaisuus, viiste ja hioma metalli 10 mm: n etäisyydellä leikkauksesta. Tämän jälkeen puhdistetut kohdat on käsiteltävä liuottimella niiden rasvanpoistoon.
Putkien hitsaamiseen eri tarkoituksiin käytetään elektrodeja, joilla on seuraava päällystekoostumus:
- rutiinihappo (RA) - kylmän ja kuuman veden asentamiseen kunnallisalueelle;
- rutiili (RR) - korkeassa paineessa toimivien lämmitysjärjestelmien kokoonpanoon;
- rutiiliselluloosa (RC) - käytetään rakenteissa, jotka vaativat erittäin luotettavia liitoksia;
- universaali (B) - kaikenlaisten putkistojen kokoamiseen asuinalueella ja tuotannossa.

Voit keittää metalliputkia käyttämällä näitä tekniikoita:
- Sähköhitsaus. Se suoritetaan manuaalisesti tai automaattisella koneella. Toimintaperiaate perustuu oikosulusta johtuvan elektronisen kaaren luomiseen. Tähän prosessiin liittyy suuren määrän lämmön vapautumista, mikä aiheuttaa metallin sulamisen. Sauman luomiseen käytetään sulavia tai kuluttamattomia elektrodeja.
- Kaasuhitsaus. Putkiliitokset sulavat palavan kaasun vaikutuksesta, samalla kun siihen kohdistetaan metallia, joka suorittaa kytkimen tehtävän. Muodostuu monoliittinen liitos, jolla on homogeeninen rakenne vierekkäisten osien kanssa.
- Kylmähitsaus. Tätä menetelmää käytetään asennettaessa matalapaineisia putkistoja tai korjattaessa niitä vaikeasti tavoitettaviin paikkoihin. Menetelmän ydin on kääri side nipun ympärille, joka on kastettu pikakiinnittyvällä liimalla.
Vaihtoehto on valittu oikein, jos se vastaa järjestelmän ja jäähdytysnesteen ominaisuuksia.
Hitsausluokitus

Liitos voidaan hautua monin eri tavoin suunnitteluominaisuuksien ja jalostettavan metallin paksuuden perusteella.
On olemassa tällainen hitsien luokittelu:
- Ulkonäkö - litteä (normaali), heikentynyt (kovera) ja vahvistettu (kupera).
- Pituudessa - kiinteä (jatkuva, suljettu), epäjatkuva (pisteiden, segmenttien mukaan). Saumojen pituuden mukaan jaetaan lyhyisiin (enintään 25 cm), keskipitkäihin (26-100 cm) ja pitkiin (yli 101 cm).
- Suoritusmuodolla - vaaka (pystysuorissa osissa), pystysuora (vaakatasossa), katto (kun liitos tehdään alhaalta), alempi (elektrodi sauman päällä).
- Nykyisen voiman mukaan - kylki (akselia pitkin), etuosa (akselin poikki), vino (poikki), yhdistetty (tyyppien yhdistelmä).
- Kerrosten ja läpikulkujen lukumäärän mukaan - yksikerroksinen (yksi läpäisy) ja monikerros (useita läpäisyjä).
Kun kaikki lämmitysjärjestelmät asennetaan oikein, kaikki edellä mainitut liitokset voidaan tehdä. Hitsaus suoritetaan tarvittaessa myös putkien sisäpuolelta.
Päähitsatut hitsatut liitokset
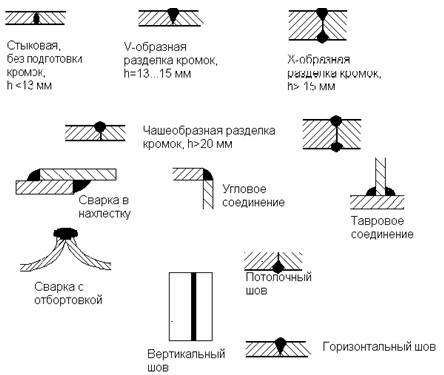
Avaruudessa sijainnissa saumat jaetaan seuraaviin tyyppeihin:
- kulma - osat ovat kulmassa;
- Tauri - elementtien pään ja sivun kytkentä;
- pusku - putket on kytketty yhteen tasoon;
- lippaus - osat menevät päällekkäin;
- katkelmien sivupintojen pääty - pääty.
Työn aikana päällikkö valitsee sopivimman osien hitsaustavan, joka on sopivin itselleen ja täyttää tekniset ehdot.


