Kaikissa kytkentäkaavioissa on poikkeuksetta kaapeleiden ja johtojen haarautuminen ja kytkentä. Tämä vaatii metalli- tai polymeerimateriaalista valmistetun kytkentärasian lisäasennuksen. Suunnittelun laatiminen ei kuitenkaan riitä, on tärkeää tuntea kierrettyjen johtojen juottamistekniikka jakelurasiaan.
Mihin jakorasiat ovat?
Jakorasioiden tarpeesta ei pitäisi olla epäilystä. Varmista tämä lukemalla asiantuntijoiden varoitukset:
- Rakenteen asennuksen laiminlyöminen on säännösten mukaisten sääntöjen vastaista.
- Paloturvallisuuden noudattaminen. RC: n ansiosta oikosulkujen ja tulipalon todennäköisyys pienenee huomattavasti, mikä johtuu rakenteen tiukkuudesta.
- Laitteen asennus vie paljon aikaa, mutta jatkossa johtojen päivittäminen, ylläpito, korjaus ja rakentaminen on paljon helpompaa. Esimerkiksi, jos joudut asentamaan ylimääräisen pistorasian tai kytkimen, tarvittavat johdot voidaan tuoda ulos kytkentärasiasta.
Yleensä kytkentärasian asennus vaaditaan. Asennustekniikka on yksinkertaista, monimutkaisuutta voi syntyä johtoja kytkettäessä.
Yleiset kytkentäsäännöt
Juotosmenetelmän toteuttaminen muistuttaa hitsausta, käytetään vain tavallista juotinta, eikä invertterilaitetta, jossa on elektrodit. Ennen suonien kiertämistä sinun täytyy tinata. Tätä varten juotosrauta lämmitetään, upotetaan hartsiin ja pidetään useita kertoja paikoista, jotka puhdistettiin eristyksestä, kunnes punertava sävy tulee näkyviin.
Laadukkaan työn tekemiseksi sinun on ensin tarkistettava juotinkärjen kärki. On tärkeää, että se on puhdas. Jos pinta on epätasainen, siihen on kertynyt likaa, on mahdotonta valmistaa korkealaatuista juotetta. Epäpuhtaudet poistetaan tiedostolla, niin sen päätä tiukennetaan toistuvasti.
Juottamisen edut muihin liitäntämenetelmiin nähden

Johtimien kytkemiseksi liitäntäkoteloon on useita tapoja, mutta vain juottaminen ja hitsaus eroavat toisistaan minimaalisen siirtymävastuksen ja monoliittisen liitoksen suhteen. Jokainen voi juottaa johdot kotona. Hitsaus vaatii kokemusta ja erityisen hitsauskoneen saatavuuden.
Työn suorittamiseksi tarvitaan seuraavat työkalut:
- flux;
- veitsi, joka on suunniteltu eristävän materiaalin poistamiseksi;
- juote;
- sivuleikkurit;
- juotin;
- pihdit tai pihdit;
- hioa.
Työn aloittaminen on mahdotonta, koska se ei ole valmistellut kaikkia tarvittavia työkaluja ja tarvikkeita etukäteen.
Juotoslangat
Kaapeleiden harjaus ja juottaminen kytkentärasiassa tapahtuu useissa vaiheissa.
- Eristyskerroksen poistaminen.
- Vaijerin purkaminen ennen kuin metalleille on ominaista kiiltoa.
- Palvelua.
- Kiertämällä.
- Juottamiseen.
- Eristäytyminen
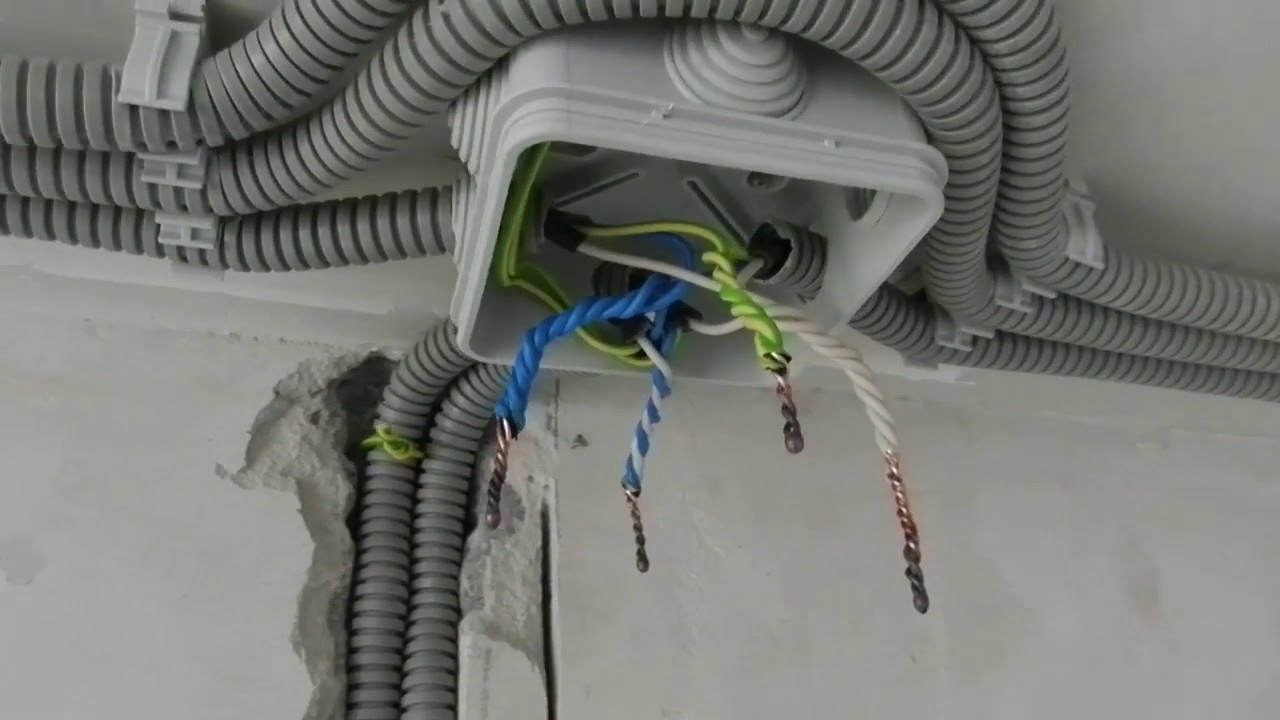
Ennen johtavien johtimien kytkemistä jatketaan, on tarpeen analysoida, mikä pituus vaaditaan. Johdot leikataan siten, että juottaessaan päät sijaitsevat kytkentärasian ulkopuolella. Työn lopussa ne asetetaan millä tahansa tavalla.
Juotoslankojen kytkentärasiassa ei saa olla tiukkoja. Varastot ovat myös tässä tapauksessa sopimattomia.
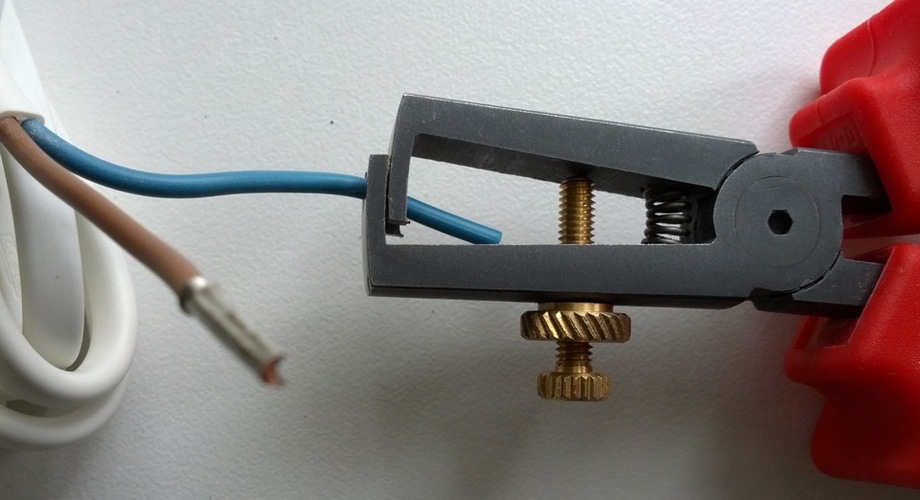
Eristävän kerroksen poistamiseksi käytetään erityistä työkalua - strippari tai terävä veitsi. Kun työskentelet terävällä veitsellä, liikkeiden tulee muistuttaa lyijykynän höyläämistä. Eristekerroksen leikkaaminen pihdillä tai sivuleikkureilla on kielletty. Et voi tehdä pyöreitä leikkauksia. Poikittaisvahingot lähitulevaisuudessa aiheuttavat tauon.
Juottamiseen tarkoitetulla langalla strippaus vaihtelee 1,5-3 cm: n välillä ja kierrosten lukumäärä on vähintään 2.
Johdot ennen juottamista kuoritaan ja suolataan perusteellisesti siten, että lankojen pinnalle ei tule oksideja, jotka haittaavat normaalia johtavuutta ja lisäävät vastuskykyä. Jo tinatut johtimet kierretään pihdillä tai pihdillä.
Kierrettyjen kuparilankojen juottamisella laatikkoon on samanlainen algoritmi. Kierteen tulee olla tiukka, mutta ei venytetty, muuten johtavien johtimien päät voivat yksinkertaisesti katketa.
Lopuksi kierretyt langat juotetaan juotosraudalla siten, että juote on päällystetty yhdellä kerroksella kaikilla puolilla. Työn laatu riippuu täysin siitä, kuinka hyvin päät puhdistettiin.
Juotosrautatehon valinta
 Laadukkaalle työn suorittamiselle on käytettävä melko tehokkaita juotosraudat, vähintään 65 wattia. Tämä on erityisen tärkeää kuparijohtojen kanssa työskennellessä, koska kupari on hyvä lämmönjohdin, joten se poistaa lämpöä juotospaikasta. Jos laitteen teho ei riitä, tämä voi johtaa "kylmään juottamiseen" - juote ei peitä tasaisesti juotettua aluetta ja lujuus on heikko.
Laadukkaalle työn suorittamiselle on käytettävä melko tehokkaita juotosraudat, vähintään 65 wattia. Tämä on erityisen tärkeää kuparijohtojen kanssa työskennellessä, koska kupari on hyvä lämmönjohdin, joten se poistaa lämpöä juotospaikasta. Jos laitteen teho ei riitä, tämä voi johtaa "kylmään juottamiseen" - juote ei peitä tasaisesti juotettua aluetta ja lujuus on heikko.
Laitteen tulee lämmittää optimaalisesti tilaa vähintään minuutti, juotospinnan pinnan tulisi olla työn lopussa sileä, tasaisen kiiltävän.
Juotostyyppi
Juotteita on laaja valikoima, tärkeimmät on lueteltu taulukossa.
| Juotosmerkki | Rakenne (%) | Vetolujuus (kg / mm) | Sulamislämpötila | hakemus |
| POS-30 | Lyijy - 70
Tina - 30 |
3,2 | 266 | Teräksestä, kuparista ja niiden seoksista valmistettujen osien juottamiseen ja tinaukseen |
| POS-40 | Lyijy - 60
Tina - 40 |
3,8 | 238 | Koskettimien ja osien juottamiseen ja ohentamiseen galvanoidusta teräksestä valmistetuissa radiolaitteissa |
| POS-90 | Lyijy - 10
Tina - 90 |
4,9 | 220 | Lääkinnällisten instrumenttien ja metallivälineiden juottamiseen ja tinaukseen |
| POS-61m | Kupari - 2
Lyijy - 37 Tina - 61 |
4,5 | 192 | Painettujen johtimien ja kuparilankojen juottamiseen ja ohentamiseen |
| POS-61 (tertiäärinen) | Lyijy - 39
Tina - 61 |
4,3 | 190 | Pronssista, messingistä ja kuparista valmistettujen jännitteisten osien tinaukseen ja juottamiseen tiivillä saumoilla |
| POSV-33 | Vismutti - 33,3
Lyijy - 33,3 Tina - 33,3 |
– | 130 | Jatkuvien osien juottamiseen vakiona, messingistä ja kuparista tiukalla saumalla |
| POSV-50 (metalliseos ruusu) | Vismutti - 50
Lyijy - 25 Tina - 50 |
– | 94 | Ylikuumenemiseen alttiiden osien työstöä varten |
| Alloy d Arce | Vismutti - 45,3
Lyijy - 45,1 Tina - 6,9 |
– | 79 | Sulakkeiden valmistukseen, ylikuumenemiselle alttiiden osien tinaukseen ja juottamiseen |
| Puuseos | Kadmium - 12,5
Vismutti - 50 Lyijy - 25 Tina - 12,5 |
– | 68,5 | Tärkeä ominaisuus on myrkyllinen. Suunniteltu sulakkeiden valmistukseen, niiden lämpöä aiheuttavien osien tinaukseen ja juottamiseen |
Kolmella viimeisellä luokalla on alhainen sulamispiste ja alhainen seoslujuus.
Hapettumissuojaus

Juotospaikan suojaamiseksi hapen hapettumiselta käytetään fluxia. Kuparilla työskennellessä yleisimmin käytetään:
- Kolofiini, se sisältää vain mäntyhartsia.
- LTI-120 sisältää trietanoliamiinia (1 - 2%), aniliinihydrokloridia (3 - 7%), etyylialkoholia (66 - 73%), hartsia (20 - 25%).
- Alkoholihartsin koostumus sisältää etyylialkoholin (60 - 70%) ja hartsin (30 - 40%).
Yksinkertaisin, halvin ja samalla yleisin flux-versio on tavallinen hartsi. Ainoa vaikeus, joka voi syntyä työskennellessäsi aineen kanssa, on kiinteä aggregaatiotila.
Juotos- ja peltoteknologia

Kun aloitat juottamisen tai tinalangan, on tärkeätä sijoittaa johdot vaakasuoraan niin, että juotosraudan kärki koskettaa kaikkia esteitä esteettömästi. Jotkut ”asiantuntijat” suosittelevat johtavien johtojen sijoittamista pystysuoraan, mutta tämä ei ole sen arvoista, koska juotospisarat voivat alkaa levitä.
Ennen kuivattamista, langat lämmitetään juottamalla ja samanaikaisesti ne koskettavat kuumennuspaikkaa hartsinpalalla, kunnes se alkaa sulaa. Jos käytetään nestemäistä fluxia, se levitetään ensin ennen lämmityksen aloittamista. Tinauksen jälkeen langat kierretään.
Juotostekniikka on hiukan erilainen, koska tässä tarvitaan enemmän juottoa. Johtaviin johtoihin johdetaan vuo, ja sitä lämmitetään juotosraudalla, kunnes sulan pisara jakautuu tasaisesti. Toimenpide voidaan tarvittaessa toistaa.
Juotos polttimella ja upokkaalla

Jos työn edessä on suuri määrä, on suositeltavaa käyttää upokkaita, jotka ovat ontto metallisylinteri, joka on varustettu kahvalla täyttääkseen sulan juotosta. Tätä laitetta voidaan lämmittää kaasupolttimella tai käyttää suuttimena voimakkaalla juotosraudalla.
Kapasiteetti sisältää pienen määrän sulaa juotetta, kun se jäätyy, ihminen onnistuu tekemään useita käännöksiä.
Varotoimenpiteet
Työn aikana on noudatettava varovaisuutta, koska sula juote voi jättää vakavia palovammoja, jos se joutuu iholle. Kaikki juotemerkkit sisältävät lyijyä, jonka höyryt ovat myrkyllisiä ihmisille. Myrkytysten estämiseksi sinun on työskenneltävä hengityssuojaimella.
Johtojen juottamisessa on happapitoisten aktiivisten fluxien käyttö kielletty, koska työn suorittamisen jälkeen ne vaativat täydellisen poiston. Vuonähteillä on tuhoava vaikutus kaikkiin materiaaleihin, etenkin juotoshappo ja sinkkikloridi ovat aggressiivisia kuparille.
Työn ei yleensä pitäisi aiheuttaa vaikeuksia, tärkeintä on tutustua suoritusteknologiaan etukäteen, valmistella kaikki tarvikkeet ja työkalut.


