Den traditionelle russiske komfur til et badehus, smeltet med almindeligt træ, har flere designs og forskellige kapaciteter. Det kan være lavet af mursten eller svejset af tykke stål / støbejernsgitter. Foruden den anvendte type materiale, når man vælger en ovndesign, skal man være opmærksom på dets termiske retur (strøm).
Grundlæggende krav til valg af en ovn til et bad

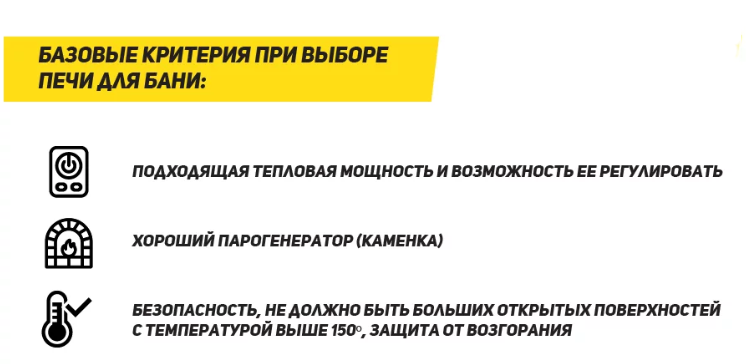
Før du vælger den rigtige prøve på ovnenheden, skal du gøre dig bekendt med de grundlæggende betingelser for dens effektive drift. Følgende krav er stillet til en brændeovn:
- bør varme luften i damprummet til 40-50 grader i den nederste zone med en gradvis stigning i varme til 80 grader under loftet;
- kræver hurtig opvarmning af sten til en høj temperatur og opretholdelse af det på samme niveau;
- udformningen bør udelukke muligheden for penetration af røg og kulilte i selve damprummet.
Yderligere krav til valg af brændeovnsovn afhænger af ejeren. Nogen har muligvis brug for en metalbad komfur for at varme rummet og give dem mulighed for at opbevare store mængder varmt vand.
Bestemmelse af ovnens kraft
 Med strøm menes termisk retur i kilowatt, reduceret til det elektriske ækvivalent. Når du vælger denne indikator, henledes opmærksomheden først. Baseret på det beregnes alle andre parametre:
Med strøm menes termisk retur i kilowatt, reduceret til det elektriske ækvivalent. Når du vælger denne indikator, henledes opmærksomheden først. Baseret på det beregnes alle andre parametre:
- dimensioner og indretning af damprummet;
- mængder opvarmet vand i tanken;
- skorstenssystemets egenskaber.
Baseret på dette bestemmes også det samlede antal mennesker, der kan tage badeprocedurer på samme tid.
Strømindikatoren skal have en optimal værdi for hvert tilfælde. På det tidspunkt, hvor brugerne vælger, begår man en karakteristisk fejl, når der købes en varmeapparat med overskydende strømreserve. Det antages, at dette reducerer opvarmningstiden i damprummet, men en yderligere forøgelse af effekten er ikke længere mulig. Efter at have nået grænsen, skifter brændeovne til en stabil driftsform. Som et resultat bliver luften varm, og stenene forbliver uopvarmede. Det giver ingen mening at sprøjte vand på dem - der er overhovedet ingen damp eller meget lidt.
Brugte materialer
Ovnen eller ovnen i badet er lavet af følgende materialer:
- simpel støbejern;
- stålplader;
- mursten (ildsted eller rød).
-

- Stål

-

- Støbejern

-

- Mursten
Levetiden for det valgte design afhænger af kvaliteten af kildematerialet. De mest holdbare er moderne ovne lavet på basis af kromstål. Stålenheder garanterer en god varme, hvilket eliminerer forbrænding af ilt i et damprum. De bedste produktprøver produceres af de finske virksomheder Helo og Harvia.
Badeværelsesudstyr med støbejernsovn er ikke let at finde, selvom kvaliteten af kildematerialet betragtes som god. Blandt fabriksmodellerne fortjener Sudarushka M fra den indenlandske producent Inzhkomtsentr opmærksomhed.
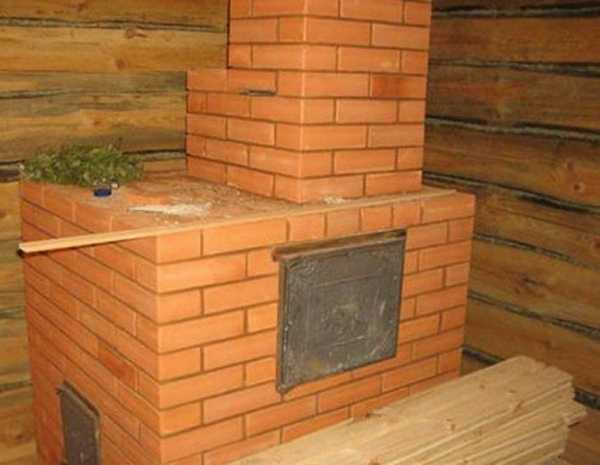
Brickovne opfattes som en hyldest til tradition og er bygget underlagt pålidelig murværk. Murstenvarmere har deres ulemper, herunder mange nuancer:
- konstruktionens kompleksitet på grund af manglen på professionelle komfurproducenter;
- lang opvarmning (ovnperiode);
- behovet for at udstyre et "magtfuldt" fundament.
Alt dette fører til en stigning i omkostningerne ved at fremstille en mursten til et badehus.
Moderniseringsretning

Forbedringen af moderne ovne spores mere bekvemt på modellerne "New Russia 18 L" fremstillet af Teplodar-virksomheder. Hendes sæt inkluderer en skorsten fra rør fra det velkendte firma "Ferrum". Den samme proces overvåges, når man gennemgår egenskaberne ved den velkendte Kalina-enhed.
Ovne "Rus"
Højeffektive enheder bruges til at producere stærkt spredt damp, svarende til et russisk damprum. Ideel til både private bade og offentlige saunaer. Markedet tilbyder en bred vifte af modeller fra denne producent. Den har de sædvanlige kurvovne samt prøver med en varmeapparat og en dampautomater med høj effektivitet.
Yderligere enheder giver dig mulighed for at udstyre parret udstyr med forskellige konfigurationer, bestemt af ejerens præferencer. Materialerne i Rus-produkterne vælges under hensyntagen til den betydelige varmebelastning på ovnstrukturen.
Kalina-ovnen

Ovnen i badet har en gennemsigtig skærm, der visuelt øger brændstofkanalens størrelse. Det giver et bredt ildkammer, så du kan observere flammen fra forskellige vinkler. Labyrintens gaskanal med et specielt design giver hurtig opvarmning af damprummet op til 30 kubikmeter og høj kvalitet opvarmning af sten, der vejer op til 100 kg.
Takket være den indbyggede varmeveksler opvarmes vandet i en metalfjerntank (det er placeret i et tilstødende rum). Varmebestandigt rustfrit stål på ovnvæggene er kemisk inert og ikke modtageligt for oxidation, hvilket holder ilt i luften.
Gør det selv

For at fremstille en jernovn i badehuset med egne hænder skal du forberede pladestål med størst mulig tykkelse. Med begrænsede omkostninger er det nok at vælge stålplader med en standardstørrelse i størrelsesordenen 1,5-2,0 mm. Derefter skal du gøre følgende:
- Forbered en skitse af ovnen, hvor alle detaljer og deres karakteristiske dimensioner er angivet.
- Tæl antallet af strukturelle elementer og deres samlede areal.
- Beslut om behovet for jern.
- Overfør dimensioner fra tegningen til metal, og skær derefter alle arbejdsemner.
Når du klipper med en slibemaskine, er det nødvendigt at opretholde vinkler på 90 grader og også sørge for, at de modsatte sider er ens i størrelse. Derefter vælges en flad platform, hvorpå ovnlegemet samles fra emnerne. Dette kræver:
- Placer to arbejdsemner i en vinkel på ribbenene, og lav flere klæbemidler til svejsning.
- Først skal du justere strømstyrken på svejseenheden, så buen ikke smelter metallet - så viser det sig, at sømmen er ensartet og holdbar.
- Du skal gribe 2-3 millimeter; 4-5 tacks er nok til et hjørne.
- Det er vigtigt at kontrollere hjørneemnernes placering, fordi den færdige søm efter afkøling fører arkene til siderne.
- Juster deres position, kontroller vinklen på 90 grader.
- På samme måde hentes et andet par emner til sidevægge til punktsvejsning.
- To kulhalvor på kroppen er monteret og svejset modstå 90 graders samlinger.
Resultatet er en stålboksvarmer, der er tilbage til at svejse bunden og låget.
Lukket over og under skelettet til den fremtidige ovn har ufordøjede spalter, der derefter svejses med en kontinuerlig søm.
Regler for svejsning

Ved svejsning skal følgende punkter holdes:
- Det er umuligt at præcist opretholde dimensioner, når man griber fat og monteres. Dette er ikke skræmmende, for når de svejses med en kontinuerlig søm, vil de skjule sig og vil ikke blive synlige - opkørslen eller afvigelserne fra forskellige sider kompenseres.
- Så når låget brygges ikke falder ind i kassen, placeres et højt rundt stativ inde i det.
- Et lag med en tykkelse på 10 mm tages som bunden af den indre varmelegeme. Dette vil give ham mulighed for at modstå flammehovedets varme, og en for tynd bund brænder hurtigt ud. Derefter begynder røg at strømme ind i damprummet.
Efter at have afsluttet designet på toppen og bunden, gå til forberedelse af huller.Først laves et lille hul i varmeapparatet i den nederste del - til ovnen.
- Kassen er lagt vandret og markeringen påføres på det rigtige sted.
- En slibemaskine eller en svejsemaskine skærer et hul under ildkammeret.
- En dør i samme størrelse er skåret ud fra et metalplade.
- I den nederste del (tredje) af kassen, hvor stenene er anbragt, er der lavet flere huller til rørene - deres antal vælges efter behov. De placeres i en afstand af mindst 5 cm fra den nederste skillevæg for at forbedre trækkraft. De skal installere en kasse med tunge sten.
- I den øverste del koges et andet hul - for at indsætte det indre kabinet.
- Langs omkredsen af hullet på 3 sider er to plader med en bredde på 4 cm fastgjort til svejsningen - for at styrke skårlinien. De første 3 strimler er fastgjort til husets indre overflade, og de resterende til den ydre del af vinduet med blanding.
- Mellem pladerne er der et mellemrum, der er tilstrækkeligt til at indsætte den indre kasse.
- En plade svejses indvendigt og til ovnens døre - for forstærkning.
- Ovnen fra askepladen er indhegnet med et gitter af stålstænger med en diameter på 10-12 cm.
- For fuldstændig forbrænding af brænde er der behov for en bedre luftstrøm, så ristene svejses langs blæserens retning.
I henhold til monteringsskemaet er ovnen lavet af 2 dele - indvendig og udvendig - med en forskel i størrelse på ca. 10 centimeter. Denne afstand er nødvendig for at fjerne forbrændingsaffald i skorstenen. Ved montering anbringes den indre del i den ydre skal, som i det enkleste tilfælde er monteret på røgudstødningsrør. Deres diameter vælges vilkårligt, men ikke for lille. Størrelsen skal være nok til at skabe god trækkraft.
Når du laver en hjemmelavet badekamine med dine egne hænder, er det vigtigste at overvåge alle samlinger i designet, der udelukker varmetab og udgangen af forbrændingsprodukter til rummet.