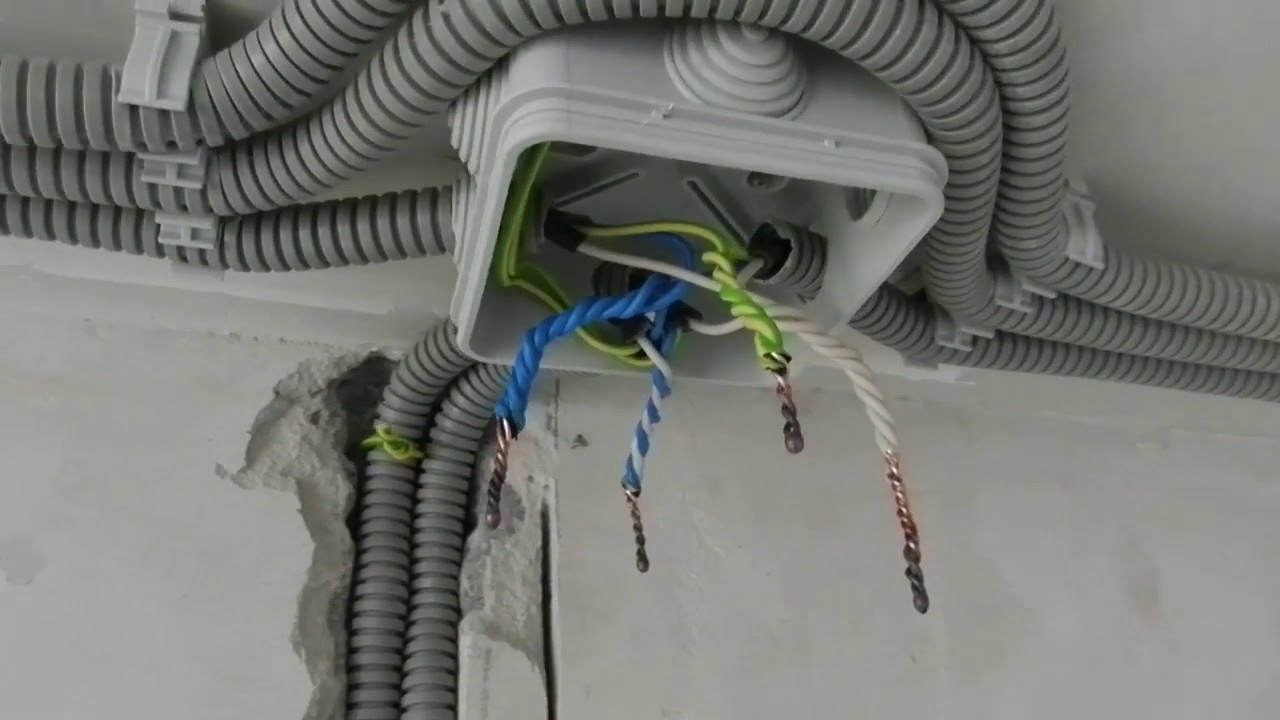
Všechna schémata zapojení bez výjimky zajišťují větvení a připojení kabelů a vodičů. To vyžaduje další instalaci propojovací krabice, která je vyrobena z kovu nebo polymerních materiálů. Nestačí však vytvořit návrh, je důležité znát technologii pájení kroucených vodičů v rozvodné skříni.
Na co jsou propojovací krabice?
Potřeba spojovacích skříní by neměla být na pochybách. Chcete-li to ověřit, přečtěte si varování odborníků:
- Zanedbání instalace struktury je porušením pravidel stanovených v regulačních dokumentech.
- Dodržování požární bezpečnosti. Díky RC je významně snížena pravděpodobnost zkratů a požáru, což je způsobeno těsností konstrukce.
- Instalace zařízení bude trvat hodně času, ale v budoucnu bude mnohem snazší upgradovat, udržovat, opravovat a budovat dráty. Například, pokud potřebujete nainstalovat další zásuvku nebo vypínač, potřebné kabely mohou být vyvedeny ze spojovací krabice.
Obecně je nutná instalace propojovací krabice. Instalační technologie je jednoduchá, při připojení vodičů může dojít ke složitosti.
Obecná pravidla přepínání
Implementace metody pájení se podobá svařování, používá se pouze obyčejná páječka a ne invertorové zařízení s elektrodami. Před kroucením žil musíte cín. K tomu se páječka zahřeje, ponoří do kalafuny a několikrát se drží nad místy, které byly vyčištěny od izolace, dokud se neobjeví načervenalý odstín.
Pro kvalitní práci musíte nejprve zkontrolovat hrot páječky. Je důležité, aby byl čistý. Pokud je povrch nerovný, nahromadí se na něm nečistota, nebude možné vyrobit kvalitní pájku. Znečišťující látky jsou odstraněny souborem, poté je jeho konec opakovaně konzervován.
Výhody pájení oproti jiným způsobům připojení

Existuje několik způsobů, jak připojit vodiče ve spojovací krabici, avšak pouze minimální pájecí odpor a monolitické spojení se liší pouze pájením a svařováním. Každý může dráty pájet doma. Svařování bude vyžadovat zkušenosti a dostupnost speciálního svařovacího stroje.
K provedení práce bude zapotřebí následující sada nástrojů:
- tok;
- nůž určený k odstranění izolačního materiálu;
- pájka;
- boční nože;
- páječka;
- kleště nebo kleště;
- smirkový papír.
Bez předchozí přípravy všech potřebných nástrojů a spotřebního materiálu není možné zahájit práci.
Pájecí dráty
Cínování a pájení kabelů ve spojovací krabici se provádí v několika fázích.
- Odstranění izolační vrstvy.
- Odizolování drátu před výskytem charakteristického lesku kovu.
- Služba.
- Kroucení.
- Pájení.
- Izolace
Před připojením vodivých vodičů je nutné analyzovat, jaká délka je potřebná. Dráty jsou odříznuty tak, že při pájení jsou konce umístěny mimo propojovací krabici. Na konci práce jsou položeny libovolným způsobem.
Pájecí dráty ve spojovací krabici nesmí být pevné. Akcie v tomto případě jsou také nevhodné.
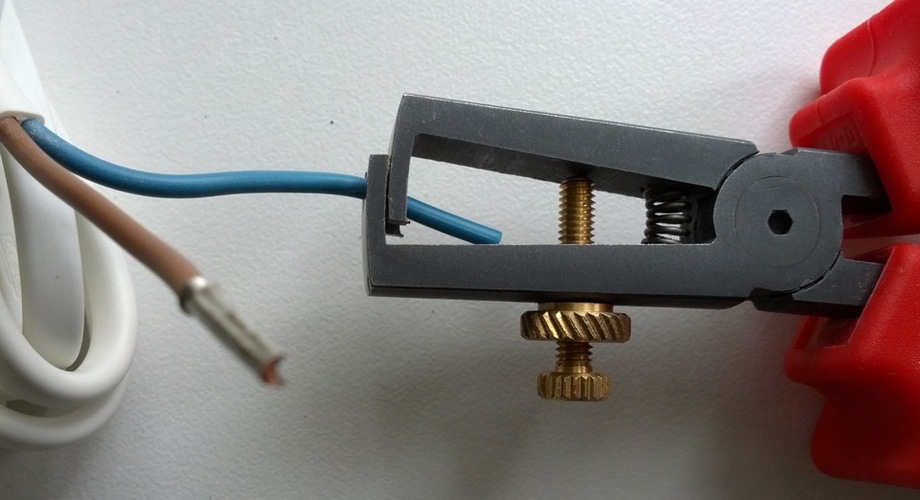
K odstranění izolační vrstvy se používá speciální nástroj - striptérka nebo ostrý nůž. Při práci s ostrým nožem by se pohyby měly podobat hoblování tužky. Je zakázáno řezat izolační vrstvu kleštěmi nebo bočními noži, nemůžete provádět kruhové řezy. Příčné poškození v blízké budoucnosti způsobí přestávku.
U drátu určeného k pájení se stripování pohybuje v rozmezí 1,5 - 3 cm. Počet závitů je nejméně 2.
Dráty před pájením jsou důkladně loupány a pocínovány tak, aby se na povrchu drátu neobjevily oxidy, což brání normální vodivosti a zvyšuje odpor. Již pocínované vodiče jsou zkroucené pomocí kleští nebo kleští.
Pájení kroucených měděných drátů v krabici má podobný algoritmus. Zkroucení by mělo být těsné, ale ne natažené, jinak by se konce vodivých drátů mohly jednoduše zlomit.
Nakonec jsou zkroucené dráty pájeny páječkou, takže pájka je na všech stranách potažena rovnoměrnou vrstvou. Kvalita práce závisí zcela na tom, jak dobře byly konce vyčištěny.
Výběr síly páječky
 Pro vysoce kvalitní výkon práce je nutné použít poměrně silné páječky, nejméně 65 wattů. To je zvláště důležité při práci s měděnými dráty, protože měď je dobrým vodičem tepla, proto odvádí teplo z pájecího bodu. Pokud síla zařízení není dostatečná, může to vést k „pájení za studena“ - pájka nepáje rovnoměrně pájenou plochu a pevnost bude nízká.
Pro vysoce kvalitní výkon práce je nutné použít poměrně silné páječky, nejméně 65 wattů. To je zvláště důležité při práci s měděnými dráty, protože měď je dobrým vodičem tepla, proto odvádí teplo z pájecího bodu. Pokud síla zařízení není dostatečná, může to vést k „pájení za studena“ - pájka nepáje rovnoměrně pájenou plochu a pevnost bude nízká.
Zařízení by mělo místo optimálně zahřívat 1 minutu nebo déle, povrch pájky na konci práce by měl být hladký, měl by mít jednotný lesk.
Pájecí typ
Existuje celá řada pájek, ty hlavní jsou uvedeny v tabulce.
| Pájecí značka | Struktura (%) | Pevnost v tahu (kg / mm) | Teplota tání | aplikace |
| POS-30 | Olovo - 70
Cín - 30 |
3,2 | 266 | Pro pájení a pocínování dílů z oceli, mědi a jejich slitin |
| POS-40 | Olovo - 60
Cín - 40 |
3,8 | 238 | Pro pájení a pocínování kontaktů a dílů v rádiových zařízeních z galvanizované oceli |
| POS-90 | Olovo - 10
Cín - 90 |
4,9 | 220 | Pro pájení a pocínování lékařských nástrojů a kovových potřeb |
| POS-61M | Měď - 2
Olovo - 37 Cín - 61 |
4,5 | 192 | Pro pájení a pocínování tištěných vodičů a měděných drátů |
| POS-61 (terciární) | Olovo - 39
Cín - 61 |
4,3 | 190 | Pro pocínování a pájení živých částí z bronzu, mosazi a mědi s pevnými švy |
| POSV-33 | Vizmut - 33.3
Olovo - 33.3 Cín - 33.3 |
– | 130 | Pro pájení dílů z konstantanu, mosazi a mědi s pevným švem |
| POSV-50 (Alloy Rose) | Vizmut - 50
Olovo - 25 Cín - 50 |
– | 94 | Pro obrábění dílů, které jsou náchylné k přehřátí |
| Slitina d Arce | Vizmut - 45.3
Olovo - 45.1 Cín - 6,9 |
– | 79 | Pro výrobu pojistek, pocínování a pájení částí náchylných k přehřátí |
| Slitina dřeva | Kadmium - 12,5
Vizmut - 50 Olovo - 25 Cín - 12,5 |
– | 68,5 | Důležitá vlastnost je toxická. Určeno pro výrobu pojistek, pocínování a pájení částí citlivých na tepelné účinky |
Poslední tři stupně mají nízkou teplotu tání a nízkou pevnost slitiny.
Oxidační ochrana

K ochraně pájeného místa před oxidací kyslíkem se používá tavidlo. Při práci s mědí se nejčastěji používají:
- Kalafuna, obsahuje pouze borovicovou kalafunu.
- LTI-120 zahrnuje triethanolamin (1-2%), anilin hydrochlorid (3-7%), ethylalkohol (66-73%), kalafuna (20-25%).
- Složení alkoholové kalafuny zahrnuje ethylalkohol (60-70%) a kalafuny (30-40%).
Nejjednodušší, nejlevnější a zároveň běžná verze tavidla je obyčejná kalafuna. Jediným problémem, který může nastat při práci s látkou, je pevný stav agregace.
Technologie pájení a pocínování

Při pájení nebo cínovém drátu je důležité umístit dráty vodorovně tak, aby se hrot páječky dotýkal všech stran bez překážek. Někteří „odborníci“ doporučují umístit vodivé dráty svisle, ale nestojí to za to, protože kapky pájky se mohou začít šířit.
Před pocínováním se dráty zahřívají páječkou a současně se dotýkají místa ohřevu kouskem kalafuny, dokud se nezačne roztavit. Pokud se používá tekutý tok, aplikuje se nejprve před zahájením zahřívání. Po pocínování jsou dráty zkrouceny.
Technologie pájení je poněkud odlišná, protože zde je vyžadováno více pájky. Na vodivé dráty se nanáší tavidlo a zahřeje se páječkou, dokud se roztavená kapka nerozdělí rovnoměrně. V případě potřeby lze postup opakovat.
Pájení s hořákem a kelímkem

V případě velké přední části práce je vhodné použít kelímky, což jsou duté kovové válce vybavené držadlem pro plnění roztavenou pájkou. Toto zařízení lze vyhřívat pomocí plynového hořáku nebo použít jako trysku na výkonnou páječku.
Kapacita obsahuje malé množství roztavené pájky, zatímco to mrzne, člověk dokáže zvládnout několik zvratů.
Preventivní opatření
Během práce je třeba postupovat opatrně, protože roztavená pájka může při styku s kůží zanechat těžké popáleniny. Všechny značky pájek obsahují olovo, jehož páry jsou pro člověka toxické. Chcete-li zabránit otravě, musíte pracovat v respirátoru.
Při pájení drátů je zakázáno používat aktivní toky obsahující kyselinu, protože po dokončení práce je nutné úplné odstranění. Zbytky tavidla mají destruktivní účinek na všechny materiály, zejména pájecí kyselina a chlorid zinečnatý jsou agresivní vůči mědi.
Obecně by práce neměla způsobovat potíže, hlavní věcí je seznámit se s prováděcí technologií předem, připravit veškeré spotřební materiály a nástroje.


