La instal·lació d’un sistema d’abastament d’aigua requereix el muntatge d’elements individuals en un sol sistema. Les canonades i les vàlvules metàl·liques estan unides per una connexió roscada. El mètode proporciona una connexió forta i estreta. Per a la col·locació independent de la comunicació, es necessitaran eines per roscar canonades d'aigua.
Tipus de fil a les canonades
Un fil és una alternança de protuberències i depressions en una superfície situada al llarg d'una línia helicoïdal. És extern i intern, a l’esquerra i a la dreta. Tipus comuns:
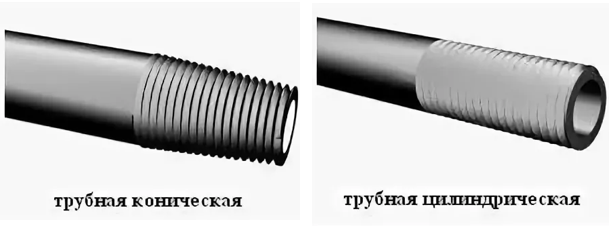
- canonada cilíndrica;
- canonada cònica;
- polzades cilíndriques (estàndard nord-americà);
- rodó;
- polzada
En fontaneria d’instal·lació, s’utilitzen habitualment els dos primers tipus. S'utilitzen per connectar accessoris d'aigua:
- Cilíndric (G): el perfil està representat per un triangle isòsceles amb un àpex de 55 °. Les protuberències i depressions són arrodonides. Recomanat per a canonades de fins a 6 polzades de diàmetre.
- Cònica (R): el fil té un perfil triangular, forma un cònic de 1:16, es caracteritza per una gran estanquitat de la connexió de les peces.
Els fils de canonada són de polzada i mètrica, respectivament, es mesuren en polzades i mil·límetres.
Eines necessàries
 Per realitzar el treball, es necessitaran eines de rosca:
Per realitzar el treball, es necessitaran eines de rosca:
- Matriu o lerka: un dispositiu en forma de rosca feta de metall endurit, té vores de tall (puntes). Tenen forma rodona, quadrada, hexagonal. Tipus de matrius: sòlides, corredisses, trencades. Per a l'eliminació de forats disposats.
- Klupp - eina basada en una matriu corredissa. El cos, format per dues parts, permet ajustar el diàmetre del tall. Per comoditat, hi ha disposat un mànec. Alguns models es complementen amb un trinquet, permetent moviments rotatius amb una mà. L’eina professional està equipada amb un accionament elèctric.
- Tap: un cargol d’acer endurit amb les vores tallants. Consta d’una peça de treball i d’un eix. El conjunt inclou dispositius de desbast i acabat.
Prepareu addicionalment dispositius auxiliars:
- cinta i llapis: per a mesures i marques;
- pinça: determina el diàmetre de canonades i aparells.
Les eines utilitzades han de ser d’alta qualitat, el metall dels talladors nítid i durador. Quan treballeu amb matrius i aixetes necessitareu un embolcall.
Preparació per al treball
La zona on heu de treballar amb un dispositiu de tall de fil per a canonades d’aigua es neteja de rovell, brutícia, residus de pintura. S'utilitza paperera. La superfície s'ha de netejar amb un brillantor metàl·lic. La faceta és esmicolada. Cal preparar greix per mecanitzar la canonada i l'eina de tall. Per netejar les fitxes cal un drap.
Mètodes de roscar una canonada d’aigua
 Els mètodes de tall es divideixen en dos tipus: manual i automàtic. En el primer cas, cal un conjunt de dispositius de rosca. Per tallar fils externs, s’utilitzen matrius per a fils interns; aixetes. Les dimensions de les eines es determinen mitjançant taules de referència. El tall automàtic es produeix en màquines o eines elèctriques. El mètode és precís i adequat per a canonades de qualsevol diàmetre. Les màquines de fresat i enrotllament de fils.
Els mètodes de tall es divideixen en dos tipus: manual i automàtic. En el primer cas, cal un conjunt de dispositius de rosca. Per tallar fils externs, s’utilitzen matrius per a fils interns; aixetes. Les dimensions de les eines es determinen mitjançant taules de referència. El tall automàtic es produeix en màquines o eines elèctriques. El mètode és precís i adequat per a canonades de qualsevol diàmetre. Les màquines de fresat i enrotllament de fils.
Tall de matrius
L'elecció del tipus d'eina depèn dels requisits de qualitat. El millor resultat s'obté mitjançant una matriu sòlida, que presenta una alta rigidesa. L’inconvenient d’aquest dispositiu és el seu desgast ràpid. Les matrius carregades en molla (amb un tall en un dels forats axials) permeten canviar el diàmetre del fil dins de 0,3 mm.La seva rigidesa es redueix, els incisius duren més, però es perd la puresa dels fils.
El tub preparat està subjectat a un vici. La matriu es col·loca al suport i es fixa amb cargols. S’aplica greix a la zona tractada i a les talladores. L'eina es posa al tub en un angle recte. La rotació és suau, en sentit horari. Després de fer diverses voltes, s’eliminen els xips i es reprèn la lubricació. Per a un tall de gran qualitat després d'una matriu rugosa, s'utilitza un de fi. El fil acabat es neteja amb draps.
Utilitzant un clapat

L’ús d’un tap de canonada és més convenient que els encunys. Una eina és més cara, però per a una gran quantitat de treball és millor escollir-la. Klupp dóna un gir net i un disseny lliscant permet ajustar el diàmetre del fil. La instal·lació de guies redueix el risc de distorsions i facilita el procés de tall. Si s'inclou un trinquet a l'estructura, es col·loca una roda de trinquet a prop del matriu. Quan gira, el cap d'eina es mou. El trinquet és imprescindible en condicions de treball estretes.
La canonada es subjecta a un vici, queda una petita zona. Una part sobresortint curta no permetrà que el metall es doblegui dels esforços aplicats. La canonada i els talladors es lubrifiquen amb oli de màquina. La part que sobresurt s’insereix a la guia del tornavís. El tall es realitza en moviments rotatius curts. Torneu-ho periòdicament per tallar patates fregides. En el procés s’afegeix lubricant. Quan rosqueu canonades d'aigua, és important controlar el nombre de voltes.
L'ús d'una eina elèctrica us permet tallar en pocs segons. Els cabells substituïbles amb talladors es seleccionen pel diàmetre de canonada desitjat. L’obra no només és ràpida, sinó també d’alta qualitat.
Tap aixeta
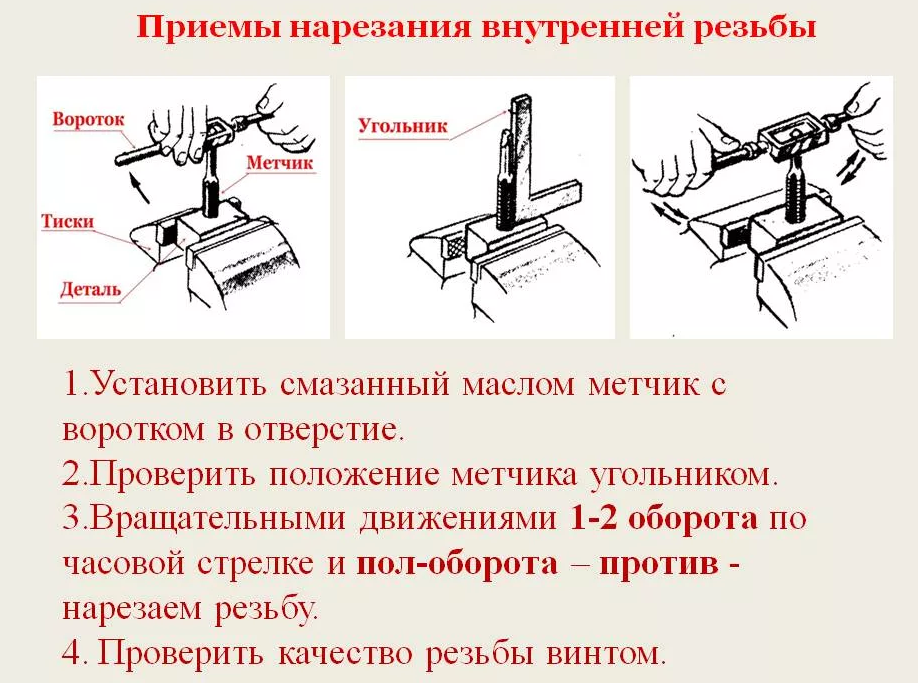 El fil intern el realitza una aixeta. El seu diàmetre ha de ser lleugerament més gran que la canonada. Quan es treballa, es recomana utilitzar un conjunt de dues a tres parts. Realitzen el tallat i acabat. La primera eina porta a terme el treball principal, eliminant fins a un 70% de les fitxes. L'aixeta final té una petita part d'admissió i un perfil de tall complet. Les eines es distingeixen per les ranures de la tija:
El fil intern el realitza una aixeta. El seu diàmetre ha de ser lleugerament més gran que la canonada. Quan es treballa, es recomana utilitzar un conjunt de dues a tres parts. Realitzen el tallat i acabat. La primera eina porta a terme el treball principal, eliminant fins a un 70% de les fitxes. L'aixeta final té una petita part d'admissió i un perfil de tall complet. Les eines es distingeixen per les ranures de la tija:
- un és negre;
- dos són mitjans;
- tres - bé.
L’interior de la canonada requereix neteja i lubricació. L'aixeta s'insereix verticalment, la tija queda fixada al capçal. La rotació és en sentit horari. Quan es treballa amb metall tou, l'eina s'aconsegueix periòdicament i es netegen els xips. Assegureu-vos d’aplicar greix. Un cop finalitzat el treball, es comprova la qualitat del fil.
Els principals motius del matrimoni
La causa del matrimoni en el treball és la desocupació del treballador o l’ús d’eines de baixa qualitat. Els defectes habituals de tall de canonades quan es treballa amb un aixeta o un matriu:
- Fil espatllat: el problema es produeix quan es fa servir una matriu molesta, eliminació puntual del xip, lubricació insuficient.
- Fil incomplet: el diàmetre del forat del fil sobrepassa el recomanat.
- Malalineació de les ranures de cargol: instal·lació incorrecta de la matriu o de l’aixeta.
- La fallada del fil és la raó per obstruir les ranures amb patates fregides, la mala qualitat de l'eina; el diàmetre de la canonada és més gran del previst.
- Trencament de l'aixeta: força excessiva en un forat estret, eliminació insuficient de xip, falta de greixatge.
L’autopreparació de les peces per a una connexió roscada està molt disponible amb una eina. Perquè el treball es pugui fer de manera eficient, heu de seguir les normes. L’ús d’una eina punxeguda i la precisió compensen la manca d’habilitats professionals.


