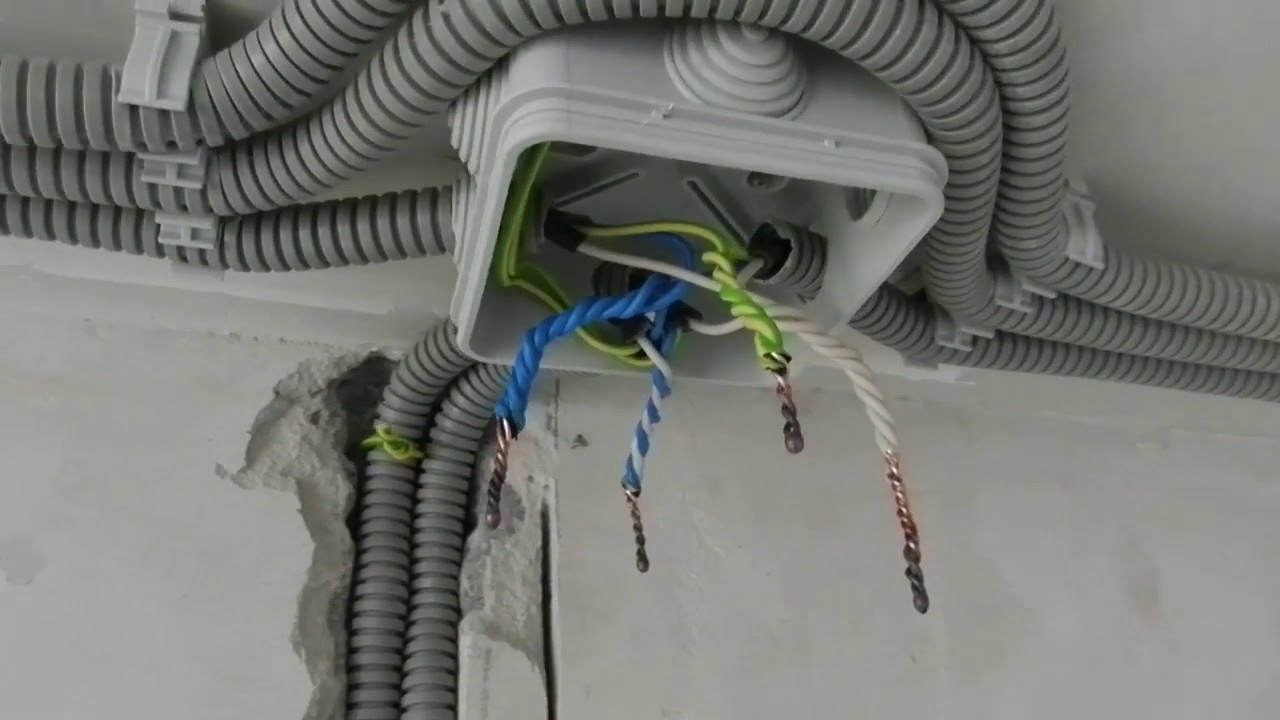
Sense excepció, tots els esquemes de cablejat preveuen la ramificació i connexió de cables i cables. Per a això es requereix una instal·lació addicional d'una caixa de juntes, fabricada amb materials metàl·lics o polimèrics. Tot i això, no n’hi ha prou amb establir el disseny, és important conèixer la tecnologia de soldadura dels cables torçats a la caixa de distribució.
Per a què serveixen les caixes d'unió?
No s'ha de dubtar sobre la necessitat de caixes d'unió. Per verificar-ho, heu de llegir les advertències d’especialistes:
- Descuidar la instal·lació de l'estructura suposa una violació de les normes establertes en els documents normatius.
- Compliment de la seguretat contra incendis. Gràcies a la RC, la probabilitat de curtcircuits i el foc es redueix significativament, això és degut a la estanquitat de l'estructura.
- La instal·lació del dispositiu necessitarà molt de temps, però en el futur serà molt més fàcil actualitzar, mantenir, reparar i construir cables. Per exemple, si necessiteu instal·lar una presa de sortida o un interruptor addicional, els cables necessaris es poden treure de la caixa de connexions.
En general, cal instal·lar una caixa de connexions. La tecnologia d’instal·lació és senzilla, la complexitat pot sorgir en connectar cables.
Normes generals de commutació
La implementació del mètode de soldadura s’assembla a la soldadura, només s’utilitza una soldadura ordinària i no un aparell inversor amb elèctrodes. Abans de torçar les venes cal que estanyi. Per fer-ho, la soldadura s’escalfa, es submergeix en colofona i es manté diverses vegades sobre els llocs que es netejaven d’aïllament fins que apareix una tonalitat vermellosa.
Per obtenir un treball de qualitat, primer heu de comprovar la punta de soldadura. És important que estigui net. Si la superfície és desigual, s’hi ha acumulat brutícia, serà impossible fer soldadura de gran qualitat. Els contaminants s'eliminen amb un arxiu, i el seu final es canvia repetidament.
Els avantatges de la soldadura respecte a altres mètodes de connexió

Hi ha diverses maneres de connectar els cables de la caixa de connexions, però, només la soldadura i la soldadura difereixen en la resistència mínima de transició i en la connexió monolítica. Tothom pot soldar els cables a casa. La soldadura requerirà experiència i la disponibilitat d’una soldadora especial.
Per dur a terme el treball, es requerirà el següent conjunt d’eines:
- flux;
- un ganivet dissenyat per eliminar material aïllant;
- soldadura;
- talladors laterals;
- soldador;
- alicates o alicates;
- papereta.
No havent preparat prèviament totes les eines i consumibles necessaris, és impossible començar la feina.
Cables de soldar
L'adobament i soldadura de cables a la caixa de connexions es realitzen en diverses etapes.
- Eliminació de la capa aïllant.
- Retirada de filferro abans de l’aparició d’un brillantor característic del metall.
- Servei
- Retorç.
- Soldadura
- Aïllament
Abans de continuar amb la connexió de conductors conductors, cal analitzar quina longitud es requereix. Els fils es tallen de manera que en soldar, els extrems es situin fora de la caixa de connexions. Al final del treball, es dipositen de la forma que desitgeu.
Els fils de soldar de la caixa de connexions no es poden ajustar. L’estoc en aquest cas tampoc és inapropiat.
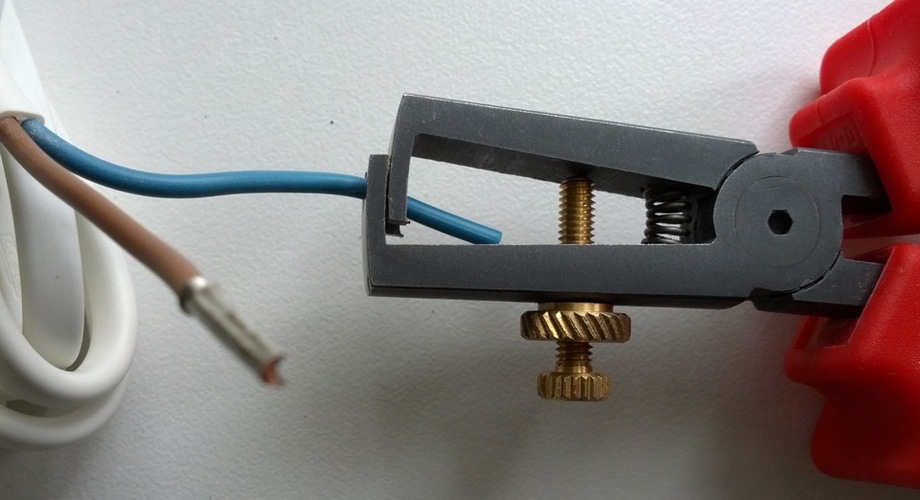
Per eliminar la capa aïllant, s’utilitza una eina especial: una despulladora o un ganivet afilat. Quan es treballa amb un ganivet afilat, els moviments han de semblar la planificació d’un llapis. Està prohibit tallar la capa aïllant amb alicates o talladors laterals; no es poden fer talls circulars. Els danys transversals en un futur pròxim produiran una aturada.
Per a un fil destinat a la soldadura, el tallat varia entre 1,5-3 cm. El nombre de voltes és d'almenys 2.
Els fils abans de la soldadura estan pelats i retallats de manera que els òxids no apareguin a la superfície dels cables, cosa que impedeix una conductivitat normal i augmenta la resistència. Els conductors ja estanyats es retorcen mitjançant alicates o alicates.
La soldadura de cables de coure retorçuts en una caixa té un algoritme similar. El gir ha de ser ajustat, però no estès, en cas contrari, els extrems dels cables conductors simplement es poden trencar.
Finalment, els fils retorçats es solden amb una soldadura per tal que la soldadura quedi recoberta d’una capa uniforme per tots els costats. La qualitat del treball depèn completament de la neteja dels extrems.
Selecció de potència de ferro soldat
 Per realitzar un treball de gran qualitat, cal utilitzar ferros de soldadura força potents, com a mínim, 65 watts. Això és especialment important quan es treballa amb cables de coure, ja que el coure és un bon conductor de la calor, per tant, elimina la calor del punt de soldadura. Si la potència del dispositiu no és suficient, això pot comportar una "soldadura en fred": la soldadura no cobreix uniformement la zona soldada i la resistència serà baixa.
Per realitzar un treball de gran qualitat, cal utilitzar ferros de soldadura força potents, com a mínim, 65 watts. Això és especialment important quan es treballa amb cables de coure, ja que el coure és un bon conductor de la calor, per tant, elimina la calor del punt de soldadura. Si la potència del dispositiu no és suficient, això pot comportar una "soldadura en fred": la soldadura no cobreix uniformement la zona soldada i la resistència serà baixa.
L’aparell ha d’escalfar òptimament el lloc durant 1 minut o més, la superfície de la soldadura al final del treball ha de ser llisa, tenir una brillantor uniforme.
Tipus de soldadura
Hi ha una gran varietat de soldadures, les principals es mostren a la taula.
| Marca de soldadura | Estructura (%) | Resistència a la tracció (kg / mm) | Temperatura de fusió | Aplicació |
| POS-30 | Plom - 70
Estany - 30 |
3,2 | 266 | Per a soldadura i adobament de peces d’acer, coure i els seus aliatges |
| POS-40 | Plom - 60
Estany - 40 |
3,8 | 238 | Per a soldadura i adobament de contactes i peces en equips de ràdio fabricats amb acer galvanitzat |
| POS-90 | Plom - 10
Estany - 90 |
4,9 | 220 | Per a soldadura i estelació d’instruments mèdics i estris metàl·lics |
| POS-61M | Coure - 2
Plom - 37 Estany - 61 |
4,5 | 192 | Per soldar i adobar conductors impresos i cables de coure |
| POS-61 (terciari) | Plom - 39
Estany - 61 |
4,3 | 190 | Per a estany i soldadura de peces vives de bronze, llautó i coure amb costures ajustades |
| POSV-33 | Bismut - 33.3
Plom - 33.3 Estany - 33,3 |
– | 130 | Per soldar peces de constantan, llautó i coure amb una costura ajustada |
| POSV-50 (Lloy Rose) | Bismut - 50
Plom - 25 Estany - 50 |
– | 94 | Per a peces de mecanitzat susceptibles de sobreescalfament |
| Aliatge d Arce | Bismut - 45.3
Plom - 45.1 Estany - 6,9 |
– | 79 | Per a la fabricació de fusibles, adobament i soldadura de peces susceptibles de sobreescalfament |
| Aleació de fusta | Cadmi - 12,5
Bismut - 50 Plom - 25 Estany - 12,5 |
– | 68,5 | Una característica important és tòxica. Dissenyat per a la fabricació de fusibles, estelació i soldadura de peces susceptibles d'efectes tèrmics |
Els tres últims graus tenen un punt de fusió baix i una resistència baixa de l’aliatge.
Protecció contra l’oxidació

Per protegir el lloc de soldadura de l’oxidació per oxigen, s’utilitza un flux. Quan es treballa amb coure, s’utilitzen més sovint els següents:
- Rosí, només conté colofina de pi.
- LTI-120 inclou trietanolamina (1-2%), clorhidrat d’anilina (3-7%), alcohol etílic (66-73%), colofina (20-25%).
- La composició de la colofina alcohòlica inclou alcohol etílic (60-70%) i colofina (30-40%).
La versió més simple, més barata i al mateix temps comuna del flux és el rosí ordinari. L’única dificultat que pot aparèixer quan es treballa amb una substància és un estat d’agregació sòlid.
Tecnologia de soldadura i estelació

Quan comenceu a soldar-se o filferro d’estany, és important col·locar els cables horitzontalment de manera que la punta de soldadura toqui tots els costats sense cap impediment. Alguns "experts" recomanen col·locar cables conductors verticalment, però això no val la pena, ja que es poden començar a escampar gotes de soldadura.
Abans d’adobar-se, els fils s’escalfen amb una soldadura i paral·lelament toquen el lloc de la calefacció amb un tros de colofina fins que comença a fondre’s. Si s’utilitza un flux líquid, s’aplica primer abans de començar la calefacció. Després de l’adobament, els cables es torcen.
La tecnologia de soldadura és lleugerament diferent, ja que es requereix més soldadura aquí. S’aplica un flux als cables conductors i s’escalfa amb una soldadura fins que es distribueix uniformement la gota fosca. Si cal, es pot repetir el procediment.
Soldadura amb cremador i gresol

Si hi ha un frontal gran d'obra, és convenient utilitzar gresols, que són un cilindre de metall buit equipat amb una nansa per omplir soldadura fos. Aquest dispositiu es pot escalfar amb un cremador de gas o utilitzar-se com a broquet en una potent soldadura.
La capacitat conté una petita quantitat de soldadura fosa, mentre que es congela, una persona aconsegueix fer diverses voltes.
Mesures de precaució
S'ha de tenir precaució durant el treball, ja que la soldadura fosa pot deixar cremades greus si entra en contacte amb la pell. Totes les marques de soldadura contenen plom, els vapors dels quals són tòxics per a l’ésser humà. Per evitar l’enverinament, heu de treballar en un respirador.
En el cas de cables de soldadura, està prohibit l’ús de fluxos actius que contenen àcid, ja que després d’acabar els treballs requereixen l’eliminació completa. Els residus de flux tenen un efecte destructiu sobre tots els materials, especialment l’àcid soldador i el clorur de zinc són agressius per al coure.
En general, el treball no ha de causar dificultats, el principal és familiaritzar-se amb la tecnologia d’execució amb antelació, preparar tots els consumibles i eines.


