Монтирането на водоснабдителна система изисква сглобяването на отделни елементи в една система. Металните тръби и клапани са свързани с резбова връзка. Методът осигурява силна и плътна връзка. За независимо полагане на комуникацията ще са необходими инструменти за резбоване на водопроводи.
Видове резба на тръби
Конецът е редуване на издатини и вдлъбнатини върху повърхност, разположена по спирална линия. Тя е външна и вътрешна, лява и дясна. Чести типове:
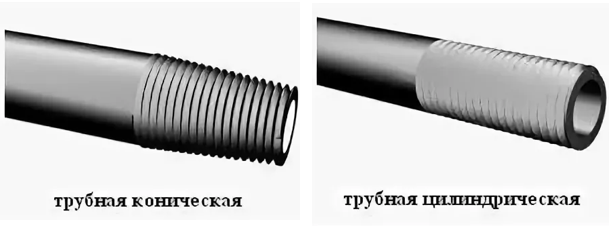
- тръба цилиндрична;
- конусна тръба;
- инчов цилиндричен (американски стандарт);
- кръгъл;
- инч.
В инсталационната водопровод обикновено се използват първите два вида. Използват се за свързване на водни арматури:
- Цилиндричен (G) - профилът е представен от равнобедрен триъгълник с върха 55 °. Изпъкналостите и вдлъбнатините са закръглени. Препоръчва се за тръби с диаметър до 6 инча.
- Конична (R) - конецът има триъгълен профил, образува конус 1:16, се характеризира с висока стегнатост на връзката на части.
Тръбните нишки съответно са инчови и метрични, измерени в инчове и милиметри.
Необходими инструменти
 За да извършите работата, ще бъдат необходими инструменти за резба:
За да извършите работата, ще бъдат необходими инструменти за резба:
- Die или lerka - устройство под формата на гайка, направена от закален метал, има заострени режещи ръбове (резачки). По форма те са кръгли, квадратни, шестоъгълни. Видове щанци: твърди, плъзгащи се, разцепени. За отстраняване на чипове подредени дупки.
- Klupp - инструмент, базиран на плъзгаща се матрица. Тялото, състоящо се от две части, ви позволява да регулирате диаметъра на рязането. За удобство е подредена дръжка. Някои модели са допълнени с тресчотка, което позволява въртеливи движения с една ръка. Професионалният инструмент е оборудван с електрическо задвижване.
- Чук - закален стоманен винт с режещи ръбове. Състои се от работна част и вал. Комплектът включва устройства за грапави и довършителни работи.
Допълнително подгответе помощни устройства:
- лента и молив - за измервания и маркировки;
- шублер - определя диаметъра на тръбите и устройствата.
Използваните инструменти трябва да бъдат висококачествени, металът на резачите остър и издръжлив. Когато работите с матрици и кранове, ще ви трябва менгеме.
Подготовка за работа
Районът, в който трябва да работите с резбово устройство за водопроводни тръби, се почиства от ръжда, мръсотия, остатъци от боя. Използва се шкурка. Повърхността трябва да се почисти до метален блясък. Фасетата е скосена. Необходимо е да се подготви грес за обработка на тръбата и режещия инструмент. За почистване на чиповете е необходим парцал.
Методи за нарязване на водопровод
 Методите за рязане са разделени на два вида: ръчно и автоматично. В първия случай е необходим набор от резбови устройства. За рязане на външни нишки се използват щанци за матрици, а за вътрешни нишки - кранове. Размерите на инструментите се определят от референтни таблици. Автоматичното рязане се извършва на машини или електроинструменти. Методът е точен и подходящ за тръби с всякакъв диаметър. Машините смилане и валцоване на нишки.
Методите за рязане са разделени на два вида: ръчно и автоматично. В първия случай е необходим набор от резбови устройства. За рязане на външни нишки се използват щанци за матрици, а за вътрешни нишки - кранове. Размерите на инструментите се определят от референтни таблици. Автоматичното рязане се извършва на машини или електроинструменти. Методът е точен и подходящ за тръби с всякакъв диаметър. Машините смилане и валцоване на нишки.
Форма за рязане
Изборът на типа инструмент зависи от изискванията за качество. Най-добрият резултат се постига чрез използване на твърда матрица, която има висока твърдост. Недостатъкът на това устройство е бързото му износване. Пружинните матрици (с разрез в един от аксиалните отвори) ви позволяват да промените диаметъра на резбата в рамките на 0,3 мм.Сковаността им е намалена, резците продължават по-дълго, но чистотата на нишките се губи.
Подготвената тръба се затяга в порок. Матрицата се поставя в държача и се фиксира с винтове. Мазнината се нанася върху третираната зона и резачки. Инструментът се поставя върху тръбата под прав ъгъл. Въртенето е плавно, по посока на часовниковата стрелка. След извършване на няколко оборота, чиповете се отстраняват и смазването се възобновява. За висококачествено рязане след груба матрица се използва фин. Готовият конец се почиства с парцали.
С помощта на клапър

Използването на тръбна тапа е по-удобно, отколкото умира. Един инструмент е по-скъп, но за голям обем работа е по-добре да го изберете. Klupp дава чист завой, плъзгащият дизайн ви позволява да регулирате диаметъра на резбата. Инсталирането на водачи намалява риска от изкривявания, улеснява процеса на рязане. Ако тресчотка е включена в конструкцията, колело за тресчотки се поставя близо до матрицата. Когато се завърти, главата на инструмента се движи. Тресчотката е незаменима при тесни условия на труд.
Тръбата се затяга в порок, остава малка площ. Къса стърчаща част няма да позволи на метала да се огъне от приложените усилия. Тръбата и резачките се смазват с машинно масло. Изпъкналата част се вкарва в водача на отвертката. Рязането се извършва при кратки въртеливи движения. Периодично се обръщайте назад, за да нарязвате чипове. В процеса се добавя смазка. Когато резбовате водопроводи, е важно да следите броя на завоите.
Използването на електрически инструмент ви позволява да режете за няколко секунди. Сменяемите глави с резачки се избират за желания диаметър на тръбата. Работата е не само бърза, но и висококачествена.
Работен кран
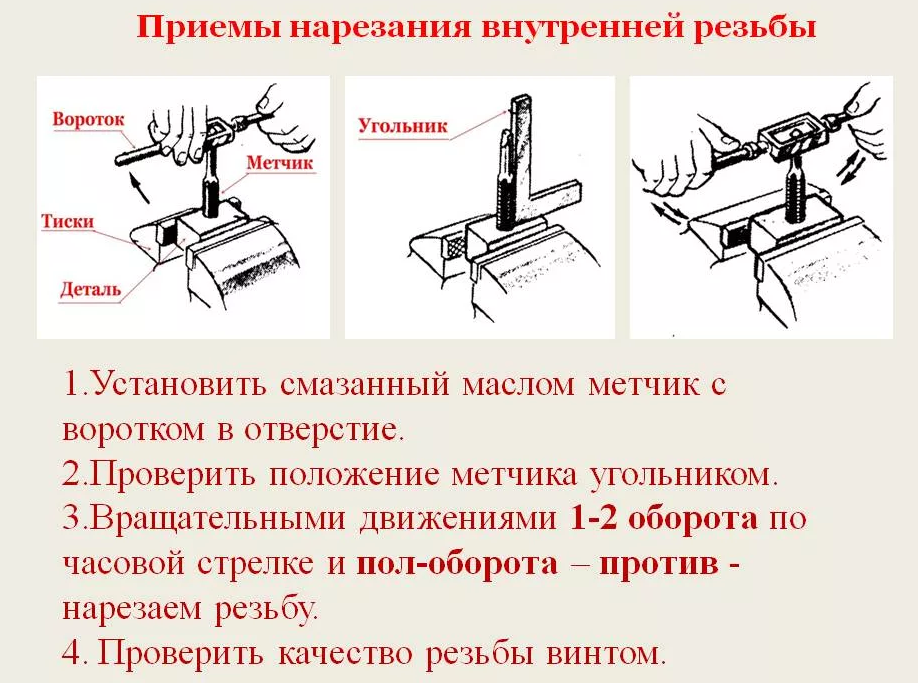 Вътрешната нишка се изпълнява от кран. Диаметърът му трябва да е малко по-голям от тръбата. Когато работите, се препоръчва да използвате комплект от две до три части. Те извършват грубо и довършително рязане. Първият инструмент извършва основната работа, като премахва до 70% от чиповете. Довършителният кран има малка всмукателна част и пълен профил за рязане. Инструментите се отличават с канали на корпуса:
Вътрешната нишка се изпълнява от кран. Диаметърът му трябва да е малко по-голям от тръбата. Когато работите, се препоръчва да използвате комплект от две до три части. Те извършват грубо и довършително рязане. Първият инструмент извършва основната работа, като премахва до 70% от чиповете. Довършителният кран има малка всмукателна част и пълен профил за рязане. Инструментите се отличават с канали на корпуса:
- единият е черен;
- две са средни;
- три - глоба.
Вътрешността на тръбата изисква почистване и смазване. Кранът се вкарва вертикално, хвостовината е фиксирана в главата. Въртенето е по посока на часовниковата стрелка. Когато работите с мек метал, инструментът периодично се обръща и чиповете се почистват. Не забравяйте да нанесете грес. След приключване на работата се извършва проверка на качеството на нишката.
Основните причини за брак
Причината за брака в работата е небрежността на работника или използването на нискокачествени инструменти. Чести дефекти при рязане на тръби при работа с кран или матрица:
- Разкъсана нишка - проблемът възниква при използване на тъпа матрица, ненавременно отстраняване на чипа, недостатъчно смазване.
- Непълна резба - диаметърът на отвора за резбата надвишава препоръчителния.
- Несъответствие на винтовите канали - неправилно поставяне на матрицата или крана.
- Провалът на резбата е причина за запушване на каналите с чипове, лошо качество на инструмента, диаметърът на тръбата е по-голям от предвидения.
- Чукване на чук - прекомерна сила в тесен отвор, недостатъчно отстраняване на чипа, липса на смазване.
Самостоятелната подготовка на части за резбова връзка е доста достъпна с инструмент. За да бъде извършена работата ефикасно, трябва да следвате правилата. Използването на остър инструмент и точност компенсира липсата на професионални умения.


