Създаването на надежден електрически контакт при инсталирането на кабела не е толкова лесно, колкото изглежда. Това важи особено за алуминиевите проводници: поради физичните свойства на метала могат да възникнат проблеми при свързването им.
Характеристики на алуминиеви проводници
Според стандартите PUE е забранено използването на алуминиеви проводници по време на монтаж в жилищни помещения.
Алуминиевата тел е евтино решение, което е с порядък по-ниска цена от медната. Не подлежи на корозия, тъй като моментално се покрива с плътен оксиден филм. Той има ниска специфична гравитация.
Основният недостатък е ниската електрическа проводимост на алуминия. Тя е 37,9 µS × m, което е почти два пъти по-лошо от медното, което има 59,5 µS × m. Ниската гъвкавост на проводника прави невъзможно да се инсталира на места, където той е подложен на многократно механично напрежение.
Има четири вида проводници: кримпване, компресия, заваряване, запояване. Затягащите ръкави и клемните блокове осигуряват лесен и бърз монтаж на кабела на места, където не е необходима висока механична устойчивост. Запояването и заваряването ще осигурят най-трайната и надеждна връзка, но изискват умения и използването на специални инструменти.
Метод на пресоване
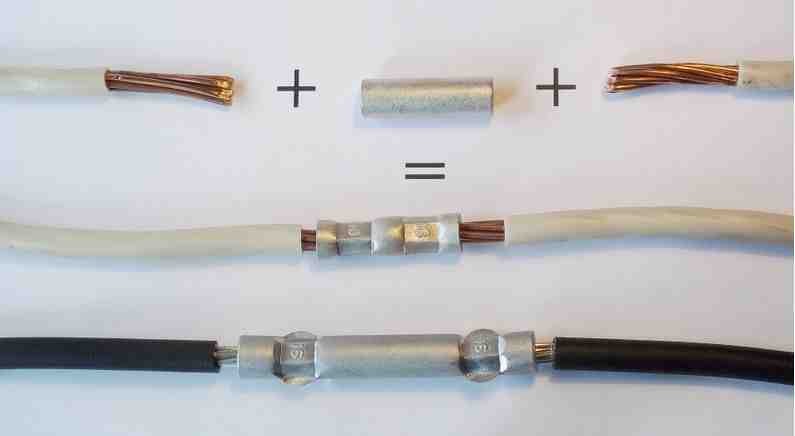
Притискането се извършва с помощта на специална втулка, в която се навиват вените, след което те се крият със специален инструмент - пета. Ръкавите варират в диаметър, дължина и материал. При монтажа на кабела трябва да се използват само алуминиеви или месингови ръкави. Използвайки месингови елементи, можете да свържете както алуминий и алуминий, така и мед с алуминиеви проводници.
Когато свързвате алуминиеви проводници, медни ръкави не трябва да се използват. Тези два метала образуват галванична двойка, което води до ускорено разрушаване на алуминия.
За да свържете сърцевините с различни секции, се използват специални втулки с различни входни диаметри.
Правилният избор на диаметъра на втулката ще предпази от прегряване на верижната секция. По-голям диаметър ще даде малко контактно място и увеличаване на съпротивлението. Ако напречното сечение на втулката е по-малко, е необходимо да се намали напречното сечение на сърцевините, което също ще се отрази негативно на проводимите свойства.
Метод на компресия

Когато свързвате кабел в разклонителна кутия, случайният контакт на съседни ядра е крайно нежелан. За тази цел се използват терминални блокове.
Терминалът е изолирана втулка, в която са поставени сърцевините. Вътре за фиксиране се използва винт или пружина.
Ако е предвидено да се монтира многожилен проводник, преди да го инсталирате в терминала, е необходимо да го кримпвате със специална втулка, което ще подобри контакта и ще намали вероятността от затягане.
Използвайки клеми с винтова връзка, е необходимо ясно да се контролира силата на затягане, за да се избегне разрязването на сърцевината с винт и последващото му унищожаване. Този недостатък е лишен от терминални блокове на Wago. В тях механизмът за фиксиране на вените е месингова плоча и пружина. Използването на месинг в състава прави възможно безопасното свързване на кабели от различни метали.
Метод на заваряване

Заваряването осигурява най-добрия електрически контакт. Поради хомогенността на полученото съединение, няма проблем с повишеното съпротивление на веригата.
Използва се заваръчна машина с изходна мощност до 1 кВт и регулируемо напрежение в диапазона от 14-20 V. Заваряването се счита за успешно, ако в края на усукването се образува капка, приблизително равна на обратен диаметър.
Когато заваряването в края на усукване се извършва от въглероден проводник. Времето на експозиция не трябва да надвишава 2 секунди.
Има опция за проводници за газово заваряване. Оксиден филм престава да се образува в атмосфера на инертен газ, което значително улеснява процеса, но са необходими специфични знания и оборудване.
Метод на запояване

Преди калайдисване на повърхността отстранете оксидния филм. Това може да стане или чрез механично действие, като шкурка или четка с метални четинки, или с помощта на специален химикал - флюс. Това е бял прах, който се разтваря във вода, след което се прилага върху краищата на консервираните вени.
Окисляването на алуминия във въздуха става за няколко секунди, така че не е възможно да се отстранят оксидите чрез механично действие. Препоръчва се да се комбинира използването на флюс и повърхностно почистване.
Ако са споени два проводника, поялникът с 60 W ще бъде достатъчен. За проводници с голямо напречно сечение и при запояване на многожилни обрати се нуждаете от поялник с мощност 150 вата или повече.
Калай в спойка трябва да бъде най-малко 50%. Можете да вземете спойка с 60-90% съдържание.
Запояване на алуминий на стъпки:
- Обезмаслете повърхността. Подходящ бензин, алкохол. Това ще разреди оксидния филм.
- Заключете сърцевините в необходимото положение.
- Нанесете флюс. Уверете се, че той влиза в съединението на кабелите.
- Затоплете мястото на усукване с поялник или газова горелка. В последния случай си струва да бъдете внимателни, тъй като металът се загрява бързо и може да се стопи.
- Около кръстовището. Втрийте внимателно спойка с поялник, докато се появи равномерен лъскав филм.
Правилно обработената повърхност придобива характерен метален блясък. Невъзможно е да се предотврати появата на притоци и неразвити участъци.
Калаената спойка е подложена на корозия, така че готовата фуга е лакирана.
При изграждане на проводници, ако се очаква да работи в трудни условия, запоените или заварени съединения ще работят най-добре. В ежедневието, за кабели, които не са изложени на механично натоварване, кримпването с ръкав е доста подходящо.


